

PEEK and Aluminium 3D Printed Parts Tested for Use in Ultra High Vacuum Environments


Application of additive manufacturing technology in a vacuum environment has been limited due to the material porosity and additives used in the manufacturing techniques. In a paper entitled “The Use of AM Technologies for HV and UHV Components and Vessels,” a group of researchers working at the Diamond Light Source tests PEEK components 3D printed through FDM and metal components 3D printed through DMLS inside an ultra-high vacuum (UHV) environment.
The researchers tested 19 PEEK samples with 100% build density and surface areas of 1.42 cm2 each.
“Testing the samples uncleaned, as delivered direct from the supplier, the outgassing rate reached 1.33 x 10-6 mbar l s-1 cm-2,” the researchers state. “Ultrasonic cleaning in IPA (Isopropyl alcohol) made the outgassing increase to 1.7 x 10-6 mbar l s-1 cm-2. After baking at 150⁰ C for 12 hours the outgassing rate improved significantly to 3.98 x 10-11 mbar l s-1 cm-2 meeting our specifications for use in UHV.”
The results compared favorably to machined PEEK components and, according to the researchers, could potentially be baked longer to improve outgassing rates. They also ordered seven components from the same source, five of which were subjected to visual and dimensional inspection. A few issues were found, including poor surface finish, unpredictable distortion, and unpredictable component shrinkage.
“Detailed inspection reports were carried out on the components using a CMM,” the researchers continue. “Although many feature dimensions were within tolerance, components B, C and D were distorted and warped by up to 1 mm in the extremes. Component E showed no signs of warping and most dimensions within ±0.1 mm. Component A showed no signs of warping, but the internal diameter was 1 mm undersize and the outer flange diameter 0.5 mm oversize.”

PEEK components
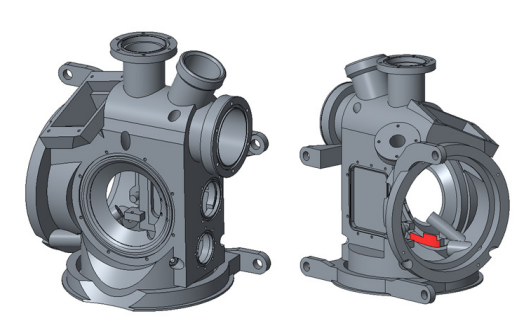
They then tested a vessel made from metal using DMLS. There were several build errors and issues with the first prototype, which were then corrected in a later version. Once they had the final prototype, the researchers tested it in a vacuum environment.
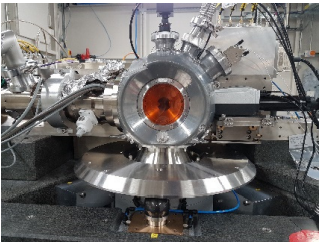
“The prototype vessel after being modified, glued and welded, achieved a vacuum pressure of 10-5 mbar, well exceeding the initial specification of 10 mbar and now exceeding the new specification for the vessel of 10-4 mbar,” the researchers state. “This vessel had only been wiped clean with alcohol as a pump and bake was not possible with the painted surfaces…The production vessel was installed onto the VMXm endstation in May 2018 ready for the first experiment. No issues have yet been discovered and the vacuum has reached 10-6 mbar comfortably.”
Overall, the researchers conclude, while 3D printing has come a long way, “it is not always the solution it is cracked up to be.” The quality of the PEEK components was not “up to scratch” for many applications. The process is cheap, however, and offers a quick turnaround. The 3D printed components were vacuum compatible and survived the cleaning process. Complex geometries could be produced, but the end results were unpredictable. The 3D printed PEEK components are not yet ready, the researchers state, to be used as a substitute for machined PEEK components but can be used as a quick replacement when geometry is not critical.
“On the other-hand DMLS offers the ability to produce a very complex vacuum vessel in aluminium quicker and cheaper than conventional methods suitable for HV,” they add. “Changing the material to stainless or coating the seal faces will allow for metal seals to be used and the vessel has the capability of being used for UHV applications 10-10 mbar.”
Authors of the paper include A. Stallwood, G. Duller and D. Butler.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
3D Printing News Briefs, June 18, 2026: Reseller, Relocation, Metal Space Powder, & More
We’ll start with business news in today’s 3D Printing News Briefs, as XJet appointed a value-added reseller in Germany, BIO INX is expanding its presence in the Italian market, and...
Scientists Use BMF to 3D Print Seal Whiskers That Track Prey Long After It’s Gone
Seals use their whiskers to hunt. Not Navy Seals, although they may in some way also, but this article is about lowercase seals. Not Seal the musician either; as far...
Researchers Combine AI and Bioprinting to Create Tiny Blood Vessel Networks
If 2026 has a theme in bioprinting, it may be blood vessels. Researchers can already print incredibly sophisticated tissues. The harder part is keeping those tissues alive. Without a network...
University of Arkansas Researchers Test Metal 3D Printing in a Mars-Like Atmosphere
If humans eventually establish a long-term presence on Mars, they will face a major manufacturing challenge almost immediately. Tools will break. Parts will wear out. Equipment will need repairs. But...































