
Researchers Develop a Low-Cost Metal 3D Printer Using MIG Welding


Metal 3D printing, although it has gone down in cost, is still quite expensive. This limits access to the technology for small and medium-sized businesses, meaning that many applications go untried. In a paper entitled “Design and Development of a Low-Cost 3D Metal Printer,” a group of researchers discuss how they created a low-cost metal 3D printer that utilizes metal inert gas (MIG) welding and an open source microcontroller to fabricate parts.
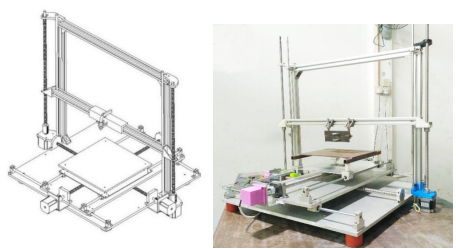
The researchers took the design of their 3D printer from a Prusa i3 system and used several off-the-shelf components to build it.
“The components consist in developing 3D metal printer machine are; a pair of bearing holder and motor bracket, motor casing, shaft holder, ball screw, coupling, limit switch, linear bearing, stepper motor, polyurethane cylinder, polytetrafluorethylane (PTFE) plastic cylinder and various fastener,” they explain.
A MIG welding machine was used to supply the material and the energy to melt the material. The movement of the printer and the translation of command from the printer’s server to the host computer was controlled by firmware provided with an Arduino microcontroller. The cost of the entire system was about RM 3496, which translates to roughly $840, much more affordable than a typical metal 3D printer.
“In order to ensure the metal print is connected during operations, the MIG welding was set to switch on and off automatically,” the researchers continue. “The shielding gas was set to flow before the printing process starts. The welding torch was placed under the fixture design perpendicular to the bed to build the surface. The distance between the bed surface and nozzle was adjusted to about 6 mm by leveling the height of the welding torch.”
 The MIG welding machine begins building a part layer by layer, from bottom to top. In order to test the system, the researchers performed two experiments in which a cylinder and a rectangle were 3D printed.
The MIG welding machine begins building a part layer by layer, from bottom to top. In order to test the system, the researchers performed two experiments in which a cylinder and a rectangle were 3D printed.
“The aim for the first experiment is to find the suitable voltage during 3D printing that produce relatively good bead geometry of 3D printed part,” the researchers state. “At first, the welding was deposited along the custom cylinder design. The parameter used for welding voltage varied from 18.5 V to 22.5 V. The first experiment was done with a constant speed of 50 mm/s and current of 100 A. The final dimensions were taken and compared with the actual CAD data. The second experiment was designed so that capability of the newly developed machine to 3D print a rectangular shape can be analyzed. The aim of the second experiment is to find the suitable value of speed in producing good structure.”
Five samples were 3D printed for the first experiment and their average values were recorded. They found that porosity occurred when voltage was either to high or too low, and that higher voltages reduce the size of the specimen due to the excessive flow of the molten metal. A voltage setting of 20.5V produced a good quality part, but it was not dimensionally accurate. In the second experiment, the researchers attempted to find the best printing speed. A too-slow speed resulted in a rough surface and poor fusion. They found that the speed should not be any higher than 20mm/s, however, so that the liquid had time to solidify. Post-processing was required in all cases to get better surface finish. As you can see the results are far from perfect but at this price point many would be able to try to improve such systems. Given more time and investment this could very well be a viable alternative to some metal parts.
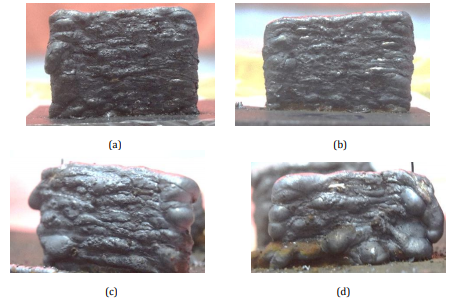
Output of printing process (a) speed at 20 mm/s, (b) speed at 40 mm/s, (c) speed at 60 mm/s, and (d) speed at 80 mm/s
“Nevertheless, the study demonstrated that simple design specimens were successfully fabricated using the MIG welding and 3D printing process,” the researchers conclude. “The microstructure shows that the layer perfectly coincides with each printer layer and the top region of manufactured layer has the lowest hardness compared to the initial layer. However, further research needs to be done in the future to improve the product’s quality and to study the mechanical behavior of the parts produced by this technique.”
Authors of the paper include N.A. Rosli, M.R. Alkahari, F.R. Ramli, S. Maidin, M.N. Sudin, S. Subramoniam and T. Furumoto.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Beyond Thermoplastics: Why JuggerBot Is Betting on Hybrid AM
For years, thermoplastics have been the workhorse of additive manufacturing (AM). They are pretty easy to process, available, and compatible with many of today’s industrial 3D printers. From prototypes to...
RIC Robotics Collaborates with K4k Construction on 3D Printed ADU in Sacramento
In 2024, RIC Robotics, the additive construction (AC) firm based in Denver, completed the build of an accessory dwelling unit (ADU) in Walnut, California, which was apparently an industry first....
Printing Money Episode 40: 3DP/AM Deal Analysis and More with Matthias Schmidt-Lehr, AMPOWER
Welcome to Printing Money Episode 40. Matthias Schmidt-Lehr (AMPOWER, Executive Partner) joins Danny for this episode and we are very thankful to have him back. In Episode 40, Danny and...
Additive Manufacturing at a Crossroads
Additive manufacturing is at a crossroads. Simultaneously, we find ourselves between certain very different modalities, applications, and industries. Rather than being able to explore them all, companies will now have...




































