Is Higher Extrusion Speed Key to Improving FDM Part Quality?


FDM 3D printing technology is being used for more and more high-performance industrial and scientific applications as materials evolve, and filaments made from PEEK, PEKK and other high-temperature materials become more accessible. However, FDM 3D printing has its flaws, like porosity and poor adhesion, which results in unsatisfactory sealing properties. Effective sealing of gases and liquids is necessary for items used in research, industry and other applications. In a paper entitled “Improvement of quality of 3D printed objects by elimination of microscopic structural defects in fused deposition modeling,” a group of researchers discuss easy ways to assess and improve the quality of 3D printed objects.
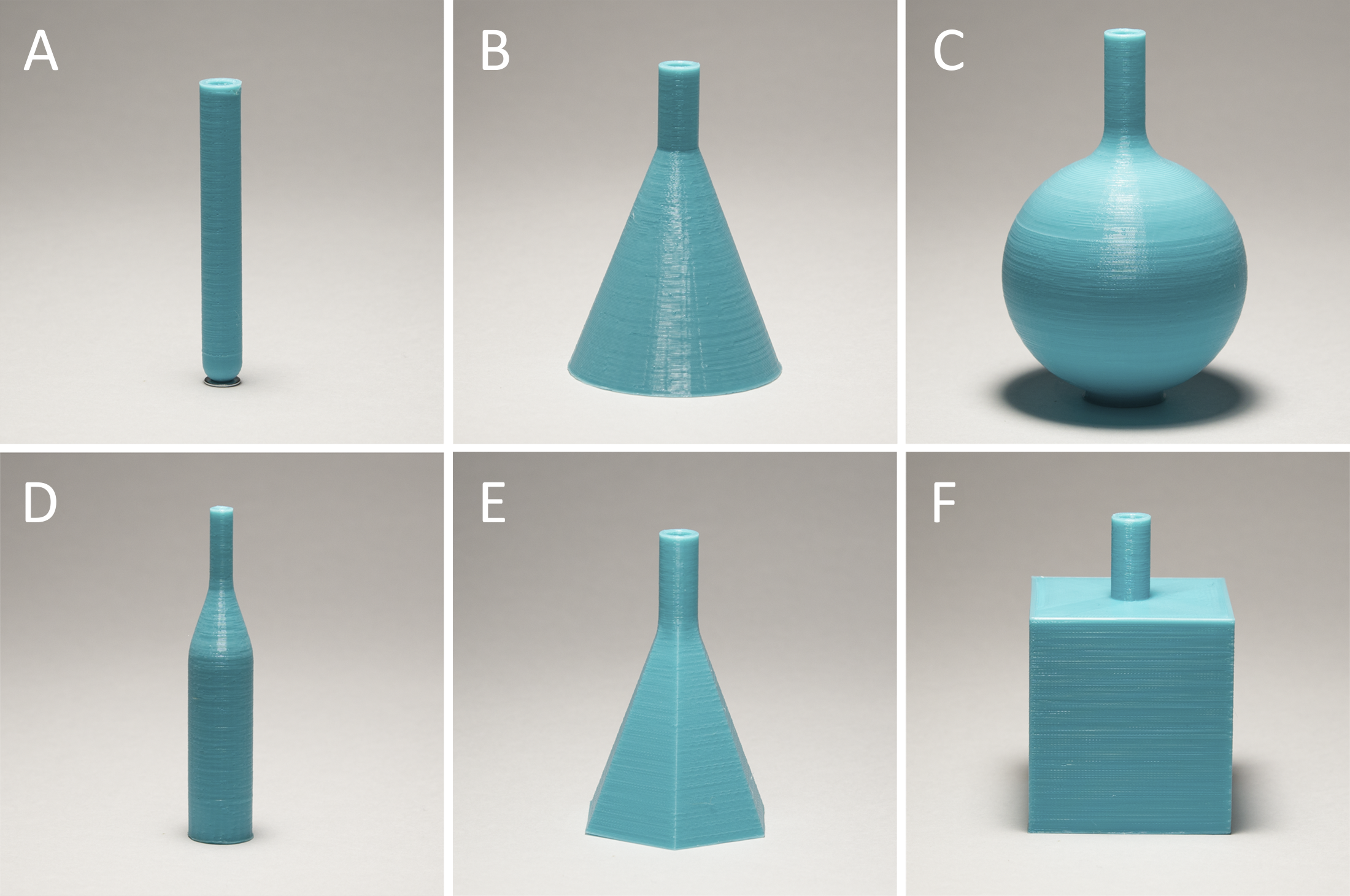
For their experiment, the researchers used a variety of materials to 3D print several basic shapes: a cylinder, a cone, a sphere, a joined cylinder and cone, a pyramid, and a cube, using a Picaso 250 Designer Pro 3D printer. To evaluate the quality of the 3D printed objects, they developed a special system. The 3D printed objects were connected to an air compressor by a flexible pipe and placed in a transparent glass container filled with water.
“A slight internal gas pressure applied through the pipe induced outgassing in the form of bubbles emanating from the intrinsic pores, which permeated the wall of the product,” the researchers explain. “The intensities and densities of the bubble flows corresponded to the linear dimensions and densities of the pores, respectively. The larger the diameter of the pore, the more intense the formation of air bubbles through this pore. The quantitative density of air bubbles on the surface of the printed part corresponds to the density of the through channels inside the wall. This experiment provided both visualization and quantitative assessment of the 3D printing quality. Importantly, the described approach was applicable to the objects independently of their shape.”
 The researchers varied several parameters while 3D printing the objects, and found that the porosity depended most strongly on the extrusion multiplier.
The researchers varied several parameters while 3D printing the objects, and found that the porosity depended most strongly on the extrusion multiplier.
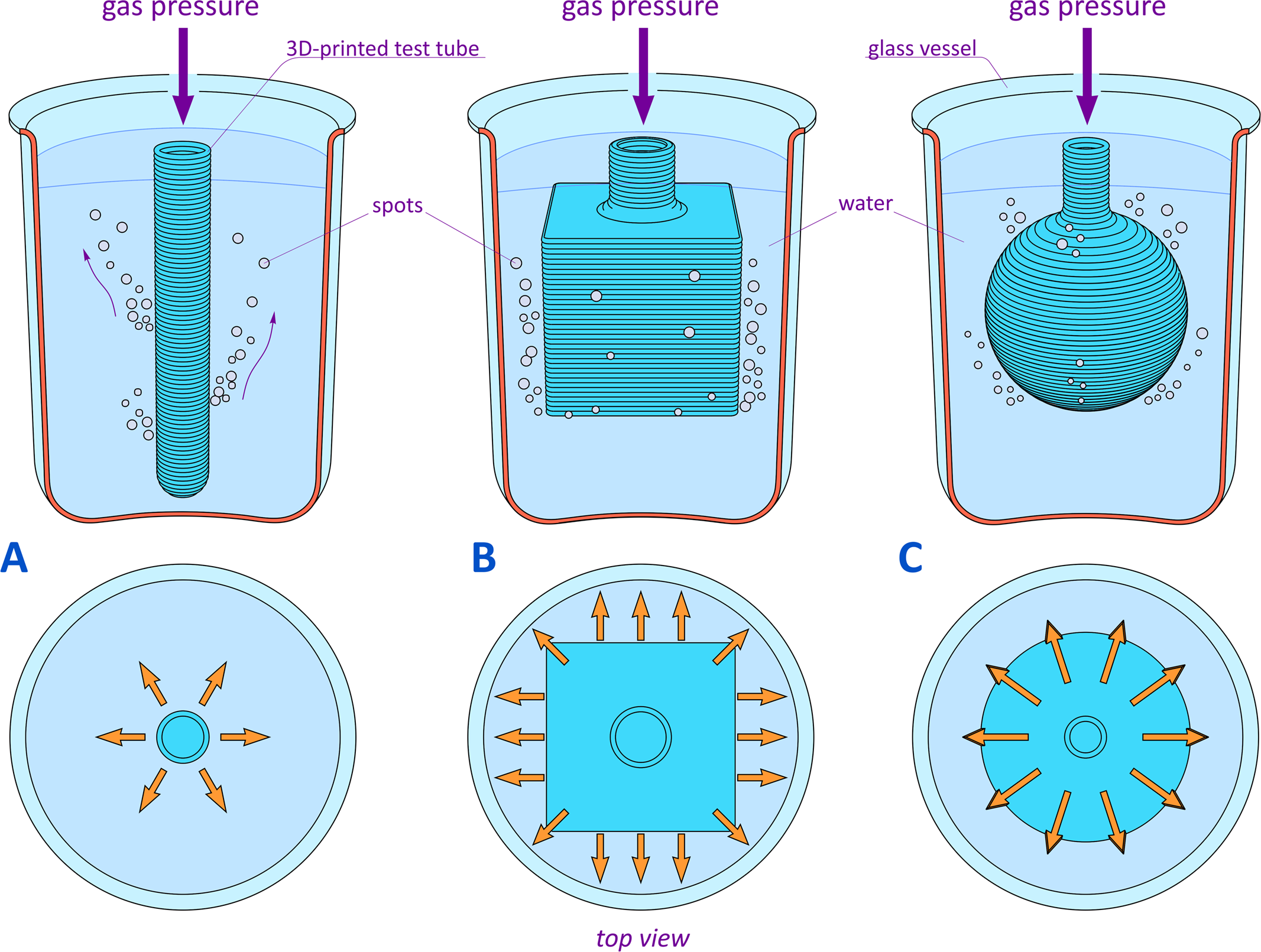
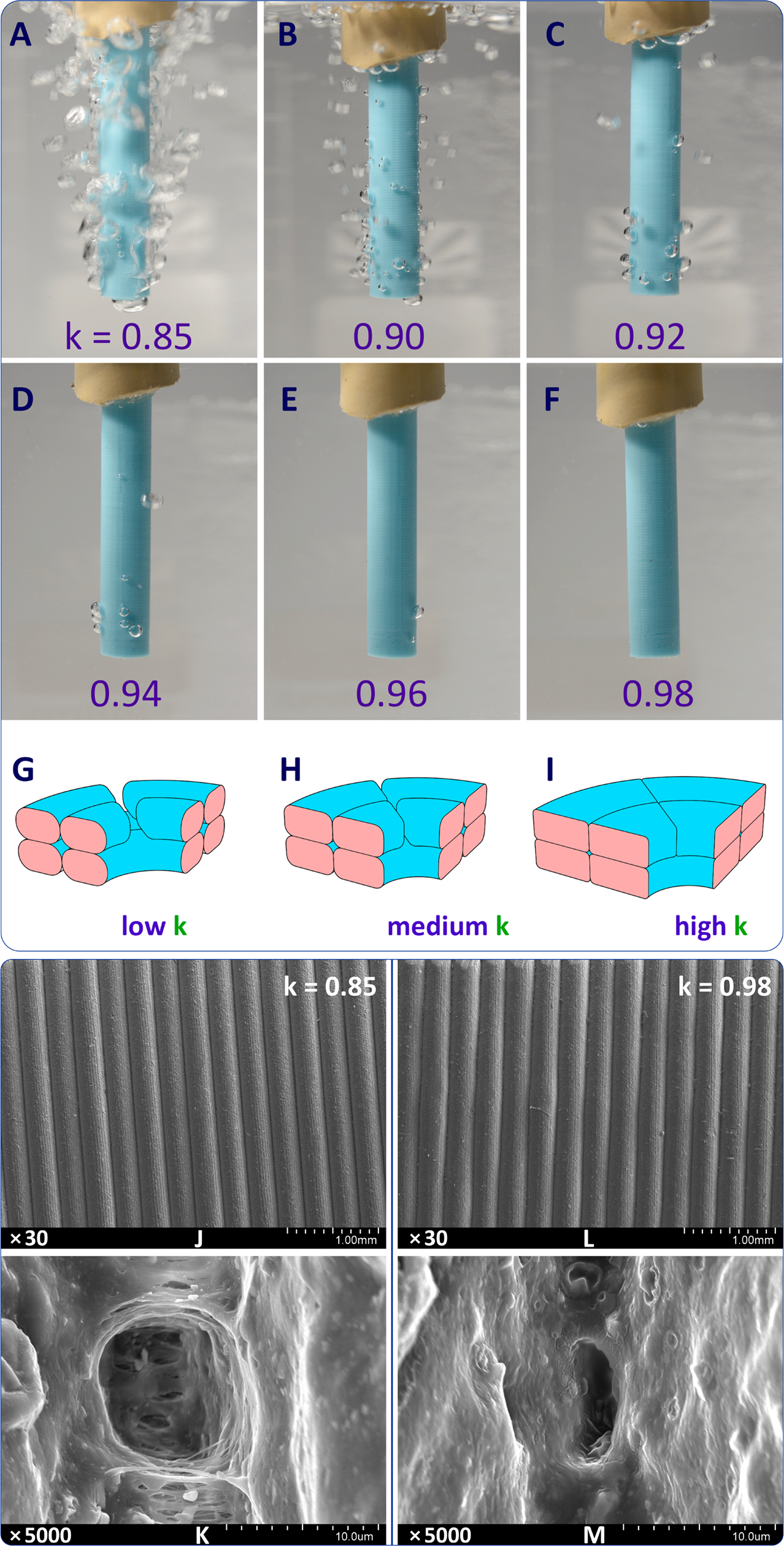
“Extrusion multiplier is the parameter for controlling extrusion flow rate, i.e. the volume of melted plastic material extruded through the nozzle per unit time,” they continue. “Technically an increase in the extrusion multiplier usually leads to an increase in the speed of rotation of the gears in the feeding mechanism of the printed head.”
The lower the extrusion multiplier, the higher the porosity of the objects, they discovered. They describe the extrusion multiplier as a k-value, and at k=0.98 the objects became completely sealed and impermeable. This was true no matter what material was used; the varying materials included PLA, ABS, nylon, carbon fiber-reinforced nylon, PETG and PP. The researchers then repeated the experiment using a Designer X Pro 3D printer, and found that the k-values varied slightly due to differing extruders.
The porosity of the objects also depended on their shapes. Under standard conditions, the cylinder was the least porous and the conical objects had the largest pores evenly distributed over their surface. With the hexagonal pyramid and the cube, the pores were most prevalent at the edges. The experiments showed that edges and vertices are most prone to defects.
 Another set of experiments showed that wall thickness and altered G-code can have an effect on permeability, as well.
Another set of experiments showed that wall thickness and altered G-code can have an effect on permeability, as well.
“…to minimize the porosity, the proper filling of the inner space should be additionally controlled by verification of the G-code suggested by the slicer software,” the researchers state. “The more homogeneous the intermediate layer of the wall is, the more impermeable the wall of the product will be, since all the seams will be securely insulated from each other.”
They concluded from the experiments that wall thickness should allow for an internal diagonal filling, that the seams for each layer should be distributed in random positions, and that cylindrical objects are the easiest to make impermeable. Overall, with the proper manipulation of parameters, desktop 3D printers can be used to create impermeable objects, suitable for lab equipment and other applications.
Authors of the paper include Evgeniy G. Gordeev, Alexey S. Galushko, and Valentine P. Ananikov.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Why Qualification Is Becoming the Next Frontier for AM in Energy
The energy industry doesn’t have much room for failure. Components used in power generation often operate under extreme temperatures and pressures, sometimes for decades at a time. That’s one reason...
Fathom CEO Rush LaSelle on Why Additive Manufacturing Is Growing Up
For years, the additive manufacturing (AM) industry promised to reinvent production. But as the technology matured, the real challenge turned out to be proving that 3D printed parts could be...
Rheinmetall Uses Ducting Made with Minifactory for Challenger 3 Tanks
Rheinmetall UK is using Minifactory Material Extusion as the primary production method for tank ducting on the Challenger 3 Main Battle Tank program. The Challenger 3 is the UK’s formidable...
Q5D and Molrix To Supply US Army With Harness Robots
Q5D Technologies and Molrix will offer their advanced harness production manufacturing units to the US Army. One production cell will be used for the SkyFoundry project, while two further systems...