
Revisiting the Nuances of Rapid Manufacturing


Before the nomenclature of 3D printing and additive manufacturing (AM) was standardized, the terms rapid prototyping and rapid manufacturing (RP&M) were commonly used as general technology descriptors. The term rapid manufacturing (RM) still has useful application to anyone looking to maximize the utility of their 3D printing process.
Rapid manufacturing encompasses direct and indirect routes. The use of 3D printing to directly produce an end use part is easily understood. In an indirect rapid manufacturing process, the form is provided by 3D printing and is given function by a secondary process and combination with other materials. 3D printing / additive manufacturing’s use is typically justified in either moderate to high volume production of mass customized parts or applications with low volume production requirements. In the first case, tooling is not practical for shapes that vary by the unit, regardless of volume. In the second case, low volume does not justify tooling cost.
A practical example of direct low volume RM is urethane or room temperature vulcanization (RTV) molding. Typically, these molding options use the stereolithography (SL) process to produce highly accurate, full density, smooth surfaced patterns that are then used in a silicone mold making process to produce multiple urethane parts. There are many well-defined urethane-casting materials available that can produce end use parts with a broad range of mechanical and physical properties.
Another example is investment casting, one of the oldest known metal forming processes. For high volume production, this process typically uses tooling to produce wax patterns that are coated with a ceramic shell. When the shell is hardened, the wax is removed and metal is cast to the near net shape. In the mid-90s, a process was developed to use hollow SL produced patterns in the investment casting process. A honeycomb shaped inner reinforcement provides the rigidity for the thin walls of the pattern to survive the ceramic forming process, but allows burnout to leave a hollow pattern for metal casting with low residual ash. Today, DSM Additive Manufacturing’s Somos Element SL materials provides excellent dimensional consistency coupled with virtually no defect producing ash, further enabling this widely used investment casting process to produce both prototype and production metal parts.

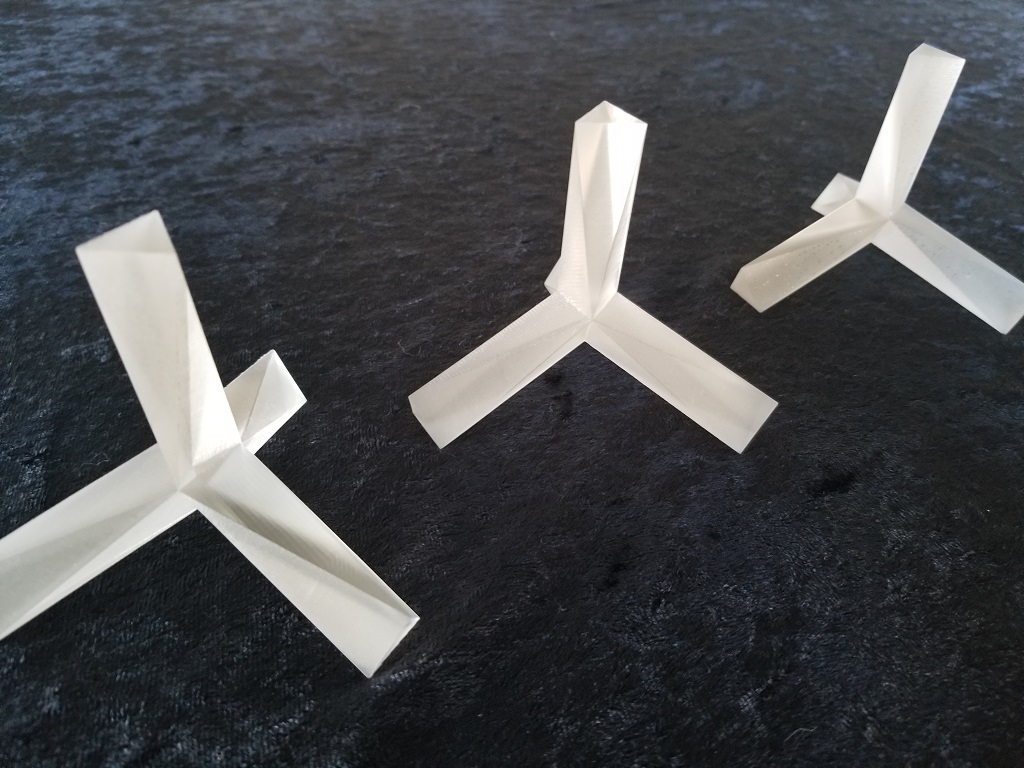
Pictured above are enlarged examples of the TetraShell unit cell and a typical pattern. Hollow patterns with a tetra-lattice reinforcement drain effectively and allow control of all dimensions of the pattern.
Further enabling this metal parts producing process is a software, TetraShell, which uses a tetra-lattice geometry patented by Milwaukee School of Engineering and incorporated by Materialise into a hollow build software that produces investment casting parts.
Is indirect high volume mass production feasible with 3D printing?
Look no further than the “invisible” smile correcting dental aligner application. SL patterns are produced based on CAD iterations spanning the initial situation through the desired outcome. A well established thermoforming process with readily available clear plastic sheet approved for in-mouth use uses these patterns to produce hundreds of thousands of aligners each year.
Metal clad composites created by electroplating 3D printed parts with layers of conductive copper and structural nickel offer a rapid manufacturing route to both high performance low volume and mass produced end use parts. The composite that is created after plating fits well into the performance gap between 3D printed polymer and metal parts. While most 3D printed parts can be plated, stereolithography offers substantial benefits in terms of full density parts with smooth surfaces and a wide range of materials including highly filled composite. Electroplated parts can be used to improve a large variety of performance parameters including:
- Strength and stiffness (light weight)
- Electrical and thermal conductivity
- EMI shielding/reflective surfaces
- Environmental barrier (UV and chemical)
- Abrasion resistance
- Durability (impact strength)

Comparison of tensile strength indicating the range of performance between typical polymer and metal AM possible with metal clad SL composite parts
While plating is often thought of as a cosmetic process, structural electroplated coatings can create metal clad composites 3-5 X stronger and 10-15 X stiffer than common 3D printed materials. Dr. Sean Wise, president of REPLIFORM, Inc., a leading supplier and innovator of electroplated 3D printed parts since its formation in 2000, is convinced that further improvements in the plating of 3D printed parts will continue to enhance the economic viability of this approach. To learn more visit: https://www.uniontech3d.com/index.php/applications/medal-clad-hybrids/
-

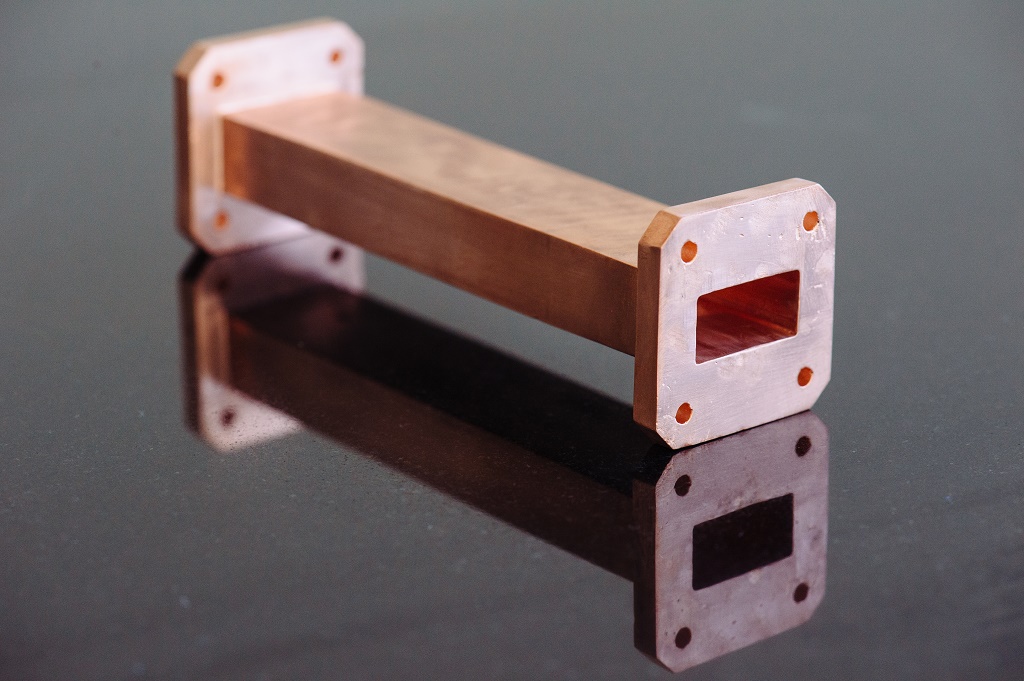
- Shown is a simple copper plated SL wave-guide (think: antenna) provides equivalent electronic performance to a solid metal part. Complex SL wav- guides as large as 0.5 m square have been used for testing, saving more than 80% of the metal cost on complex geometries.
-

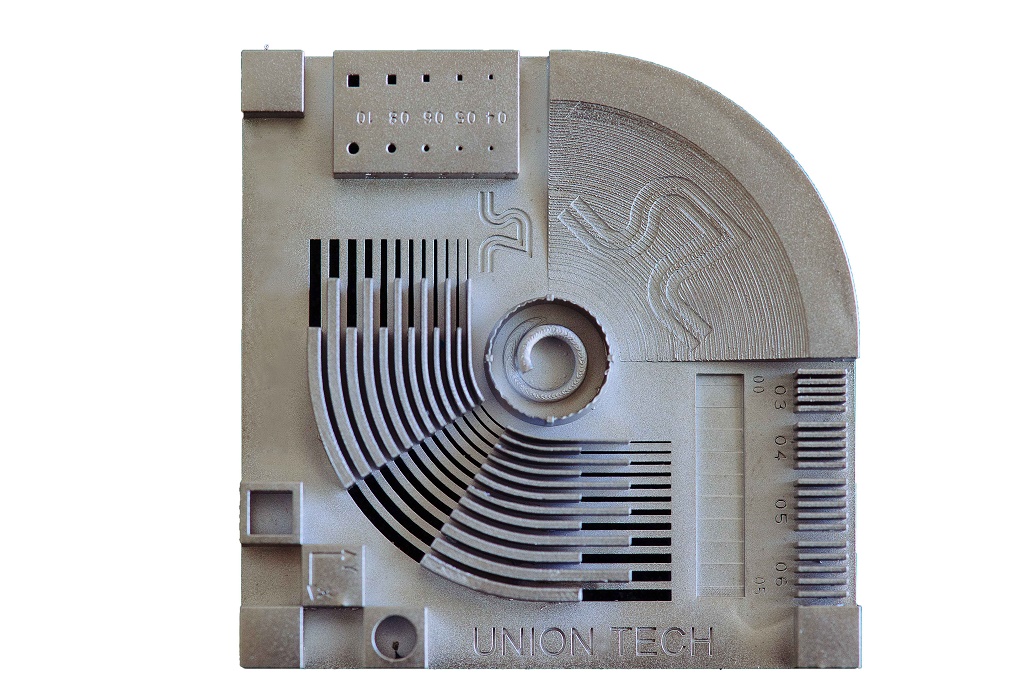
- Electroplated SL is capable of producing highly detailed parts.
Union Tech strongly feels that there remains many unexplored potential applications that can be accessed via an indirect rapid manufacturing approach. Sterolithography technology has one of the largest installed bases of equipment, especially among service providers of any 3D printing process. The ability to utilize equipment with an open design for materials and software facilitates open collaboration and innovation. The cost effectiveness of UnionTech’s commercial and production SL product lines also invites fresh consideration of indirect rapid manufacturing possibilities.
To learn more: https://www.uniontech3d.com/
Discuss stereolithography and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
[Images: Union Tech]
Jim Reitz is the General Manager of Union Tech, Inc.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
GKN Aerospace & Pratt & Whitney to Use Additive for the F135 Engine
GKN Aerospace and RTX unit Pratt & Whitney will collaborate on additive manufacturing for the F135 engine. This is an important engine. The turbofan powers the F-35 Lightning II, but...
Zaha Hadid Architects Print 6M Model with WASP’s Robotic Arm Solutions
Zaha Hadid Architects (ZHA) have successfully used WASP 3D printers to make a 6-meter-tall model of an aircraft control tower. Zaha Hadid Architects’ Tech Lab made the tower in-house for the ZHAviation...
3DPOD 303: 6K Additive CEO Frank Roberts on Premium and Sustainable Metal AM Powder
6K Additive is roaring ahead with a recycling solution for metals. Their path from scrap to powder is helping the US to be more resilient, produce powder locally and perhaps...
3D Printing News Briefs, June 18, 2026: Reseller, Relocation, Metal Space Powder, & More
We’ll start with business news in today’s 3D Printing News Briefs, as XJet appointed a value-added reseller in Germany, BIO INX is expanding its presence in the Italian market, and...




































