Exclusive First Look Inside BeAM’s US Facility Highlights Metal 3D Printing Capabilities, Focus on Data-Driven Growth

 BeAM Machines has been making strides to broaden its presence and applications in the metal additive manufacturing sector as it looks with a laser focus (pun intended) toward Directed Energy Deposition (DED) offerings. The company, headquartered in Strasbourg, France, recently opened its US office in Cincinnati, Ohio — and Tim Bell, BeAM’s Vice President of Business Development and General Manager of the company’s US operations, invited 3DPrint.com in for an exclusive first look at the still-very-new facility. I first met Bell at formnext in November, and enjoyed the opportunity yesterday to drive across Ohio to check out the behemoth that is North America’s first Magic 2.0 additive manufacturing system, and catch up with the team ahead of next week’s RAPID + TCT event.
BeAM Machines has been making strides to broaden its presence and applications in the metal additive manufacturing sector as it looks with a laser focus (pun intended) toward Directed Energy Deposition (DED) offerings. The company, headquartered in Strasbourg, France, recently opened its US office in Cincinnati, Ohio — and Tim Bell, BeAM’s Vice President of Business Development and General Manager of the company’s US operations, invited 3DPrint.com in for an exclusive first look at the still-very-new facility. I first met Bell at formnext in November, and enjoyed the opportunity yesterday to drive across Ohio to check out the behemoth that is North America’s first Magic 2.0 additive manufacturing system, and catch up with the team ahead of next week’s RAPID + TCT event.
We started out chatting in the BeAM conference room, where hopefully visitors are happy about the company’s distinctive green/white/black color scheme as seats are available in a memorably bright shade of green. Scattered across the long table were sample parts made or augmented using DED processes; a customer had been in earlier in the day, and having sample products allows for hands-on understanding of what can be done with this tech. Keeping customer understanding at the forefront, BeAM also makes clear what exactly it means by the term “DED” and has adopted the ASTM definition of DED — ASTM F3187-16 — as too many industries use pet words, making it easy for people to get confused.
 Further clarifying on offerings, Bell noted that the Cincinnati Solutions Center operates a bit differently from the Strasbourg headquarters, and pointed out some of each location’s offerings:
Further clarifying on offerings, Bell noted that the Cincinnati Solutions Center operates a bit differently from the Strasbourg headquarters, and pointed out some of each location’s offerings:
Strasbourg – World HQ
- Machine design
- Final assembly
- Component inventory
- Material development
- R&D
- Applications
- Sales
- Service
- Training
 Cincinnati – Solutions Center
Cincinnati – Solutions Center
- Final assembly
- Component inventory
- Process development
- Material development
- R&D
- Applications
- Sales
- Service
- Training
Features unique to the Cincinnati center include the AM Room, which is set to establish a gold standard for health and safety, as well as training in environmental health and safety, machine, and applications; machine assembly; post-process machining; a metrology lab; and a metallurgical lab. Typical applications for BeAM’s technology include repair, feature addition, and near net shapes.

“What’s most interesting in what we do is the material,” Bell told me. “We can gradient to better-suited materials at the tips of a design, which is unique to DED technology.”
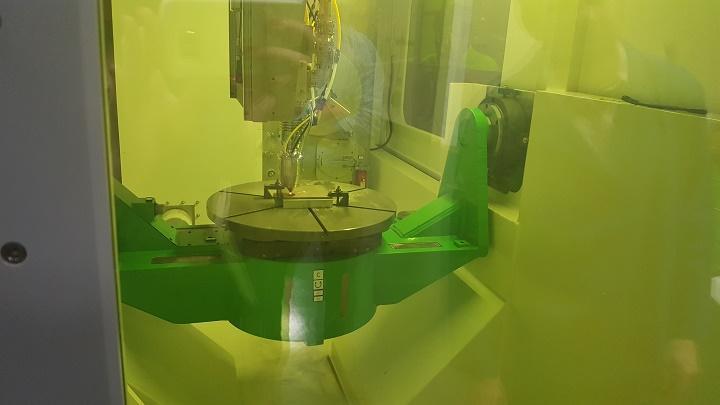
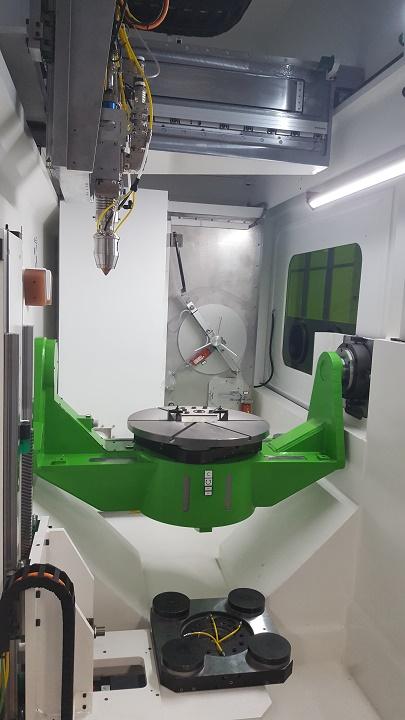
He also looked toward hybrid manufacturing, but made sure to put quotes around “hybrid” as we talked, as this doesn’t necessarily have to mean use of additive and subtractive technologies in the same machine. Rather, DED is unique in that it can complement other additive manufacturing technologies, with one example being a component made on a powder bed fusion system and brought into the DED machine to have a tube printed on top of it, marrying the two technologies together. The technology BeAM is working with offers great flexibility; in the case of the flagship Magic 2.0 system, a five-axis machine allows for multiple angles of approach, all the better to add and fine-tune details to a three-dimensional component. Engineer Daniel Driscoll took the machine through its paces for me, showing off the full range of motion for both build plate and nozzles:
The Magic 2.0 is a beast of a machine; the system itself is contained in one (large) box, but all the necessary peripherals require more room beyond that. The new Modulo, for which BeAM will begin taking pre-orders next week during RAPID + TCT Show, integrates the entire system into one box with a smaller footprint. Bell pointed out that applications that can benefit from such a system include military — for a factory in the field to repair broken components on the spot — as well as oil and gas, as the system can be brought to a rig or drilling site in the middle of nowhere.


A major benefit of DED technology is the ability to create custom solutions, such as blade repair stations for turbine blades. The variety of nozzles additionally makes possible reach into tight geometries that would not otherwise allow for repair operations, such as with its long, pointed nozzle, which takes after its namesake, as colibri is French for hummingbird. Additionally expanding applications for the systems is the company’s approach to software, as BeAM does not mandate proprietary systems, and customers can program new additive manufacturing machines using the same language as they currently do for existing technologies.
-
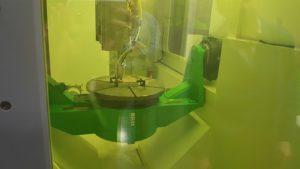
- A view into the working machine
-

- The print speed was impressive as the powder was laid down for a quick demo build

In the facility’s AM Room, the Magic 2.0 is the centerpiece to a well-planned, data-driven area. The AM Room has protocols built in, and features an ESD (electrostatic discharge) floor, with a DoD-level coating used in munitions manufacture that will not allow for static electricity, a potential hazard, to build up. Further, a red/yellow/green risk system will be implemented, based on what is being worked on, so employees and customers can suit up if necessary to the appropriate level of cover; any visitors who would prefer not to put shoe guards on over their suit shoes will also be able to stay outside the room itself and watch the action happening inside on a bank of monitors just outside the doors.
 The team is keeping an especially close eye toward health and safety, including tracking levels of oxygen and particulates, as long-term effects of the metal powders used in additive manufacturing technologies remain largely unknown, lacking the decades of data collected for materials used in subtractive systems. To that end, as materials scientist and BeAM’s Director of Engineering Aaron LaLonde explained, the team is focusing on testing and collecting data to provide to customers and to the industry.
The team is keeping an especially close eye toward health and safety, including tracking levels of oxygen and particulates, as long-term effects of the metal powders used in additive manufacturing technologies remain largely unknown, lacking the decades of data collected for materials used in subtractive systems. To that end, as materials scientist and BeAM’s Director of Engineering Aaron LaLonde explained, the team is focusing on testing and collecting data to provide to customers and to the industry.
“The approach of the room in being a controlled environment is to collect all relevant data for health and safety for everything that goes on in the room related to the process, running the machine, risks associated with operations,” he told me. “In the beginning, we make a decision on what we will do in the room based on the best information we have now, then implement that in the room to collect the data to be either affirmed in our decision or reassess and change direction for the room. So when customers come and say, ‘What do you recommend we should do for a given thing?’, we can say: from our experience, this is what we found. Here’s the data to support that and the decision we’ve made based on that data for the pieces to put in place to address or adequately handle the risk that’s there. There may not be a hard ‘you should do this’ but this is what we do and why we do it, so we can show them what we do and the data that supports why we do it that way so people can make informed decisions and at an adequate level, rather than overdoing or being too conservative when they don’t need to be.”
He continued, “The point of the approach in the room is to not speculate or make assumptions but to make informed decisions based on real information. The goal is to know what the risk is basically anywhere in the room at any point in time for a given activity in the room. Know the risk at that time and implement the right procedures around it.”
LaLonde shared more insights into the materials and operations at hand, which will be featured in an upcoming interview as we continue to examine the ins and outs of metal additive manufacturing.

How many full-grown adults can fit inside a Magic 2.0? Comfortably four was the going guess, as Driscoll adjusted some settings from within. I think they could clown car more in.
The facility in Cincinnati is still very much a work-in-progress; while customers have been to the site, I was the first media guest to see the growing operations. Additions to the site will include an expansion in personnel over the coming year; currently employing five, the center will be doubling to a ten-person team. Further populating the 20,000-square-foot site will be desks granted to partners, including initially some from Belgium-based GeonX, which makes predictive software for additive manufacturing. In the warehouse area, currently empty blue outlines designate areas where machine assembly will take place; customers will be able to visit to see their machines prior to installation on-site.
 The facility additionally has a bay housing traditional machining capabilities to finish parts, including CNC and milling equipment for post-processing; a physical and virtual training room is also located nearby, offering advanced training opportunities for employees, customers, and even local universities, which have reached out with interest regarding health and safety concerns as they might be integrated into educational curricula.
The facility additionally has a bay housing traditional machining capabilities to finish parts, including CNC and milling equipment for post-processing; a physical and virtual training room is also located nearby, offering advanced training opportunities for employees, customers, and even local universities, which have reached out with interest regarding health and safety concerns as they might be integrated into educational curricula.
You can learn more about BeAM at RAPID next week; the company will be present at booth #1937, showcasing a specially-built model of the Modulo. Below are more photos from inside the Magic 2.0. What do you think of their offerings? Discuss this story in the BeAM forum at 3DPB.com.


Interested in having 3DPrint.com visit your site? Let us know! Drop me an email any time. We love to see where the technology we write about comes to life, and to meet the teams behind the news!
[All photos/video: Sarah Goehrke for 3DPrint.com]
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
Portsmouth Naval Shipyard Installs 3D Printed Part on In-Service Submarine in Key Milestone for US Defense Sector
I’ve been tracking the US Navy’s additive manufacturing (AM) buildup as it relates to submarines for a while now, and even amidst the AM efforts that all the branches have embarked...
University of Glasgow Researchers Develop 3D Printed Compostable Electronics
Recycling is one of those things that people support, but, for the most part, don’t actually do. If it sounds like I’m being judgmental, let me be the first to...
Continuum Powders Releases Two New Copper-Nickel 3D Printing Powders
The significance of critical minerals to global geopolitics is showing no sign of slowdown as we approach the new year; if anything, it looks like 2025 was just the very...
6K Additive Goes Public on ASX
After years of negative investor sentiment in public markets, the additive manufacturing (AM) industry has seen a modest resurgence in Initial Public Offering (IPO) interest in 2025. Back in August,...