
Why is Metal 3D Printing Often Plagued By Porosity Issues? LLNL Researchers Fill in the Gaps


 While many involved in 3D printing around the world still haven’t gotten over the excitement of discovering 3D printing with metal—and many still aspire to do so—the researchers at Lawrence Livermore National Laboratory (LLNL) are already (of course!) way ahead of us all, working on researching the process, techniques, and ultimately, helping all involved to eventually refine their experiences further.
While many involved in 3D printing around the world still haven’t gotten over the excitement of discovering 3D printing with metal—and many still aspire to do so—the researchers at Lawrence Livermore National Laboratory (LLNL) are already (of course!) way ahead of us all, working on researching the process, techniques, and ultimately, helping all involved to eventually refine their experiences further.
The question at hand that the LLNL team was curiously delving into was that of the all-too-common issue of porosity in objects 3D printed in metal. This can be a true hindrance, as along with the seemingly miraculous innovations that can be achieved in metal also comes a tendency for flaws created by this porosity, generally known to accompany the use of powders.
The team, realizing that indeed this is a problem associated with laser powder-bed fusion processes, began a study to examine why exactly that is so, and what interactions are causing this. They outlined their findings in a recent paper, ‘Denudation of metal powder layers in laser powder bed fusion processes,’ published just recently in Acta Materialia.
With the knowledge and the tools behind them to perform an intense examination of the processes and issues at hand, the LLNL researchers discovered that the secret is in understanding how lasers and metal powder beds affect one another. While their interaction can yield amazing results, often the two elements work against each other, causing the denudation. When this occurs, powder is reduced and both gaps and defects can be the result—and a highly undesirable one at that.
 Ibo Matthews led the team in exploring the central issue in regards to gas flow and how it causes porosity, pushing away powder from the path of the laser and causing defects.
Ibo Matthews led the team in exploring the central issue in regards to gas flow and how it causes porosity, pushing away powder from the path of the laser and causing defects.
“During this process you get to temperatures that are near or at the boiling point of the metal, so you have a strong vapor flux emitted from the melt pool,” Matthews explained. “Prior to this study, there wasn’t an understanding of what effect this flux of metal vapor had on the powder bed.”
The tools needed for this research included: a microscope setup custom built for LLNL, a vacuum chamber, and an ultra high-speed camera from their High Explosives Applications Facility. With complex study they were actually able to observe the ejection of metal powder away from the laser. They were also able to build models explaining exactly how the particles were moving and affecting printing processes by employing computer simulation and principles of fluid dynamics. The models directly addressed complex interplay among melt pool geometry, metal vapor flow, and ambient gas pressure.
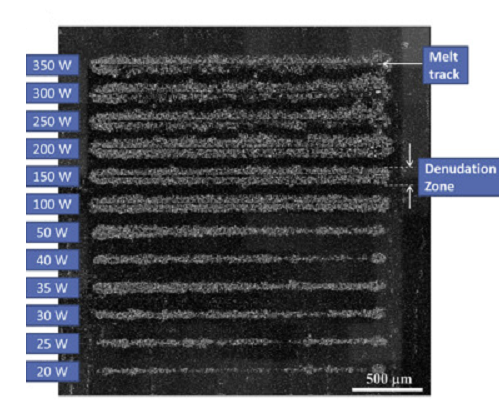
What Matthews and the team found specifically was that between atmospheric pressure and ∼10 Torr of Ar gas, the denuded zone width is larger as ambient gas pressure goes down, and is dominated by ‘entrainment from inward gas flow.’ The denuded zone then decreases from 10 to 2.2 Torr reaching a minimum before increasing again from 2.2 to 0.5 Torr—and that is precisely where metal vapor flux and expansion from the melt pool dominates.
In using the computer imaging, the team was able to see that when particles move inward it causes powder to pile up ‘not immediately in the laser beam path.’ Instead it is dispersed up and to the rear, thus causing more of the denuding phenomenon.
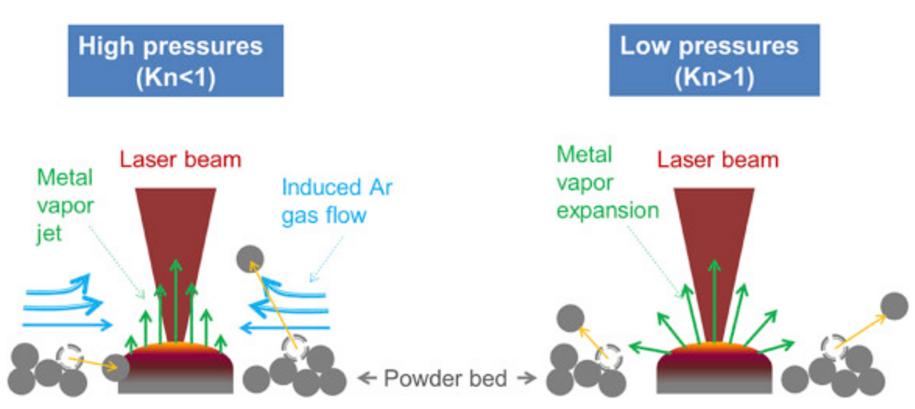
They also noted in their paper that the process is caused through several competing effects regarding vapor flow which produces an inward ambient gas flow, ‘entraining particles’ and causing more denudation. Other variables can cause the powder to move away as well.
“(Matthews) has discovered a phenomenon that we didn’t know was present in metal powder-bed additive manufacturing, and this is an effect that has important implications for part quality and build speed,” said Chris Spadaccini, director of Additive Manufacturing Initiatives for the Lab. “It is also something we now know we will have to capture with our models, so new physics is being added to the simulation codes.”
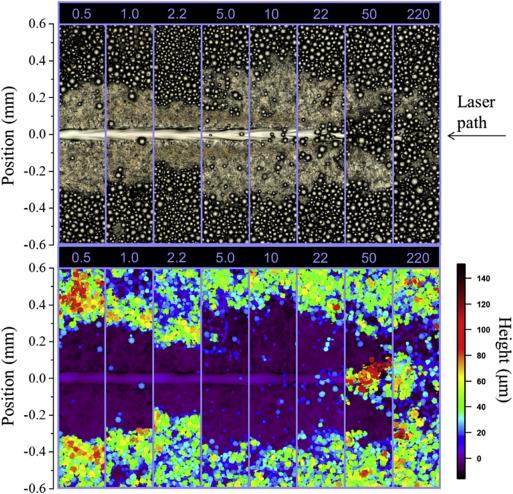
“Montage of 1.2 × 0.25 mm optical micrographs (top) and height maps (bottom) of the solidified melt track within a powder layer following scanning laser exposure at 225 W and 1.4 m/s as a function of ambient Ar pressure (shown above image slices in Torr). Three distinct regions can be identified near the laser path center, namely track accumulation zone, the denuded zone (DZ), and the background powder zone.”
Now that they’ve made steps into such a new discovery, Matthews and his team are not stopping. They plan to examine how porosity develops ‘in real time’ as well as looking into, ultimately, helping to refine build quality in metal 3D printing through more complex diagnostics and a host of modifications.
“Now having the physics better understood, we can simulate the process more accurately and make enhancements to our manufacturing efforts,” Matthews said. “In the end, we want to be able to use simulation to build the confidence that we’re making parts with little or no defects.”
As Wayne King, director of the Accelerated Certification of Additively Manufactured Metals project at LLNL, says, this is indeed a ‘big step forward’ for metal 3D printing. The researchers are helping everyone to understand why porosity was occurring, and hopefully will eventually help everyone to begin avoiding the defects that often cause such distress—literally—as well as to the disappointed users.
“The (updated) models should help us optimize the process and give us the best chance at getting the best part,” says King.
This research was funded by the Laboratory Directed Research and Development program. Discuss further over in the 3D Metal Printing & Porosity forum over at 3DPB.com.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Excellent Desktop Injection Molding, Made in Italy by Robot Factory
I was captivated when I saw my first Robot Factory 3D printer. The robust, precise machine was built to last. And this was in an era of very flimsy, disposable,...
Pogačar & Fairlight Cycles Show Us Low Cost 3D Printed Components for Bikes
There has been a lot going on in 3D printing for bicycles over the years. The most successful implementation so far is in bicycle seats. Carbon 3D printed seats are...
3D Printing News Briefs, June 18, 2026: Reseller, Relocation, Metal Space Powder, & More
We’ll start with business news in today’s 3D Printing News Briefs, as XJet appointed a value-added reseller in Germany, BIO INX is expanding its presence in the Italian market, and...
Researchers Combine AI and Bioprinting to Create Tiny Blood Vessel Networks
If 2026 has a theme in bioprinting, it may be blood vessels. Researchers can already print incredibly sophisticated tissues. The harder part is keeping those tissues alive. Without a network...































