

Post Processing of AM Parts: Which method suits my application?


“Complexity for free” – this well-known promise of additive manufacturing (AM) represents one of the greatest challenges for the finishing of AM components. This is especially true in view of the fact that surface treatment, just like the printing process itself, has a significant influence on the final quality of the finished part. Therefore, it is necessary to have an awareness of the advantages and disadvantages of the numerous surface finishing methods when applied to AM components to make fully beneficial use of such methods and take them into account as early as in the part design stage. In this context, a decisive role is played not only by the achievable surface quality or economic efficiency but in many cases also by the impact on mechanical properties such as fatigue resistance. Several studies by Fraunhofer IAPT, therefore, focus specifically on the post-processing of complex metal AM components and provide application-oriented decision-making aids to further accelerate the industrialization of additive manufacturing.
The challenges of post-processing additively manufactured metal components
The collective term “additive manufacturing” covers a large number of different processes for generating components layer by layer. The most established variant in the metal sector is laser beam powder bed fusion (LB-PBF). In contrast to conventional manufacturing, no significant constraints are usually placed on part design by undercuts, complex structures, or internal channels. On the other hand, manufacturing is restricted in terms of resolution as determined by the layer thickness (typically in the range of 20–60 µm) and the melt pool width. The resulting surface quality can be greatly influenced by the resolution and the resulting staircase effect, together with differences in the heat balance while printing or the addition of support structures. An AM component, therefore, usually has a very heterogeneous surface with various levels of roughness in different segments of the part. In addition, potential part complexity is also often a huge problem for surface finishing in terms of accessibility for abrasives or other ablative media. Both surface heterogeneity and the design freedom of AM components thus make the greatest demands on the performance and flexibility of post-processing methods.
Which post-processing method is suitable for my application?
Fraunhofer IAPT, Hamburg, has set itself the goal of developing a comprehensive overview of the strengths and weaknesses of current market solutions for the surface smoothing of AM components. Fraunhofer IAPT’s Surface Finishing Study evaluated a wide range of eight different post-processing methods in-depth, representing the multitude of different technical solutions. Three geometry demonstrators were developed with a variety of different shapes to meet various key features and bring them in line with real 3D printing applications. The demonstrators permitted a thorough assessment of seven main criteria, namely surface roughness, hardness, ablation rate, edge rounding, penetration depth, readability, and costs.
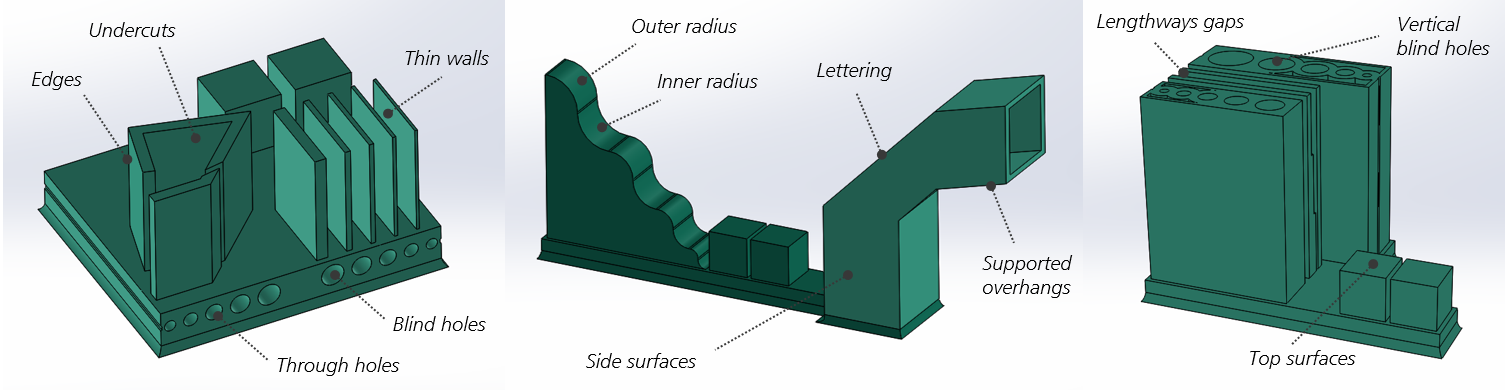
The three demonstrator designs with different geometry features (Figure 1). Image courtesy of Fraunhofer IAPT.
Three of the most established alloys for LB-PBF printing AlSi10Mg (aluminum), 1.4404 (steel), and TiAl6V4 (titanium) were investigated to determine material-specific differences. In total, more than 100 test pieces were printed, 17,000 segment measurements were made, 700 man-hours were spent on measurements, and all results were summarized in a 120-page report. As seen in Figure 2, this report provides clear overviews of the performance of each method for the investigated criteria for all three materials. In addition, it gives detailed data about the resulting surface qualities.
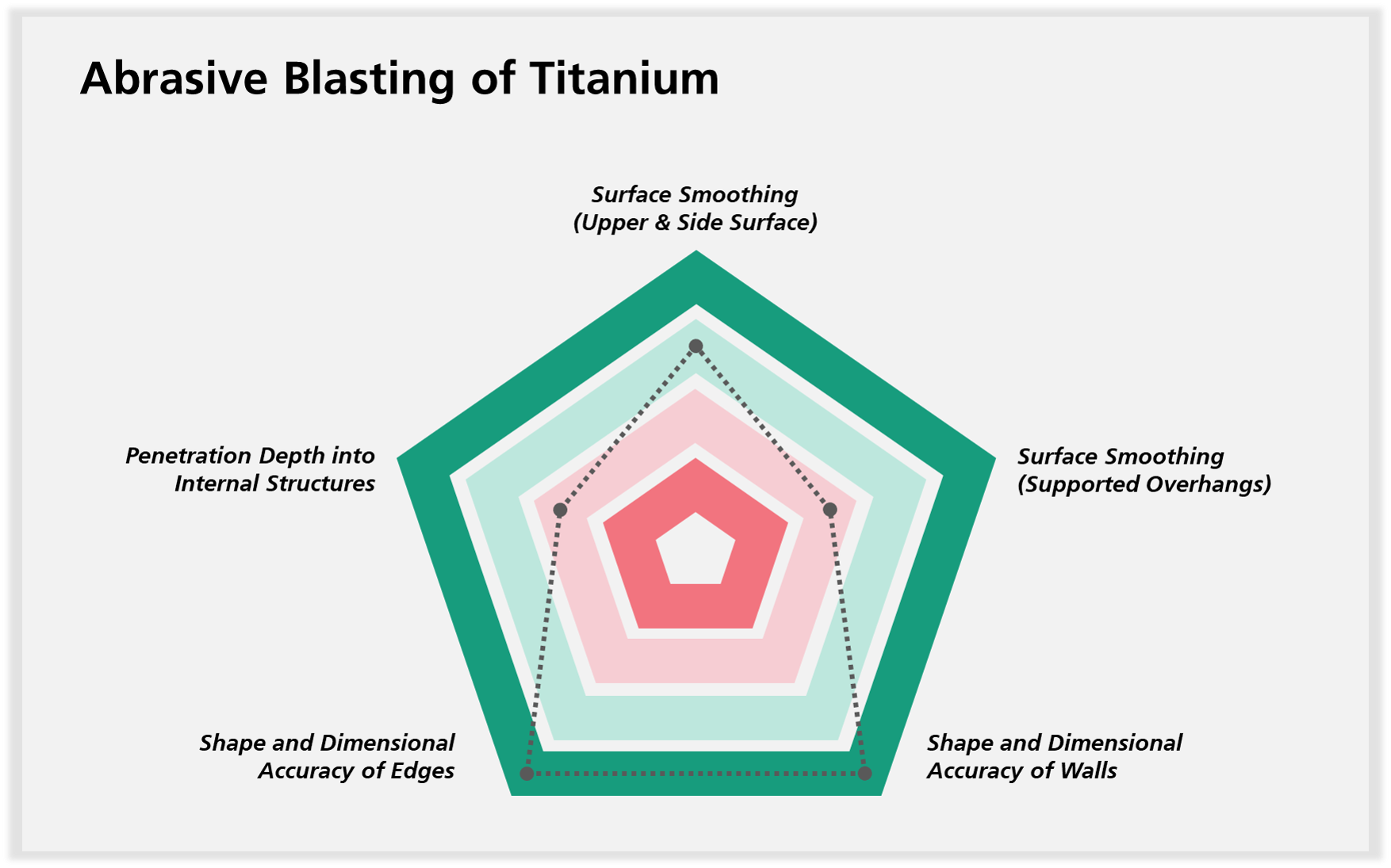
Surface quality of titanium parts post-processed by abrasive blasting (Figure 2). Image courtesy of Fraunhofer IAPT.
The following figure provides detailed information about the performance of each post-processing method, clearly revealing great deviations in the achieved roughness values. The results are also highly dependent on the observed surface area. This excerpt is an example of the study content and indicates the clear differences between internal and external surfaces, illustrating the accessibility for the respective smoothing media and thus also the suitability of a finishing method for specific geometries and features. The surfaces of the titanium parts are also shown to be significantly improved by selecting a suitable finishing process. While conventional abrasive blasting already reduced surface roughness by more than 50 % to approx. 7 µm [mean Sa], other processes achieved a surface roughness of down to 1 µm.
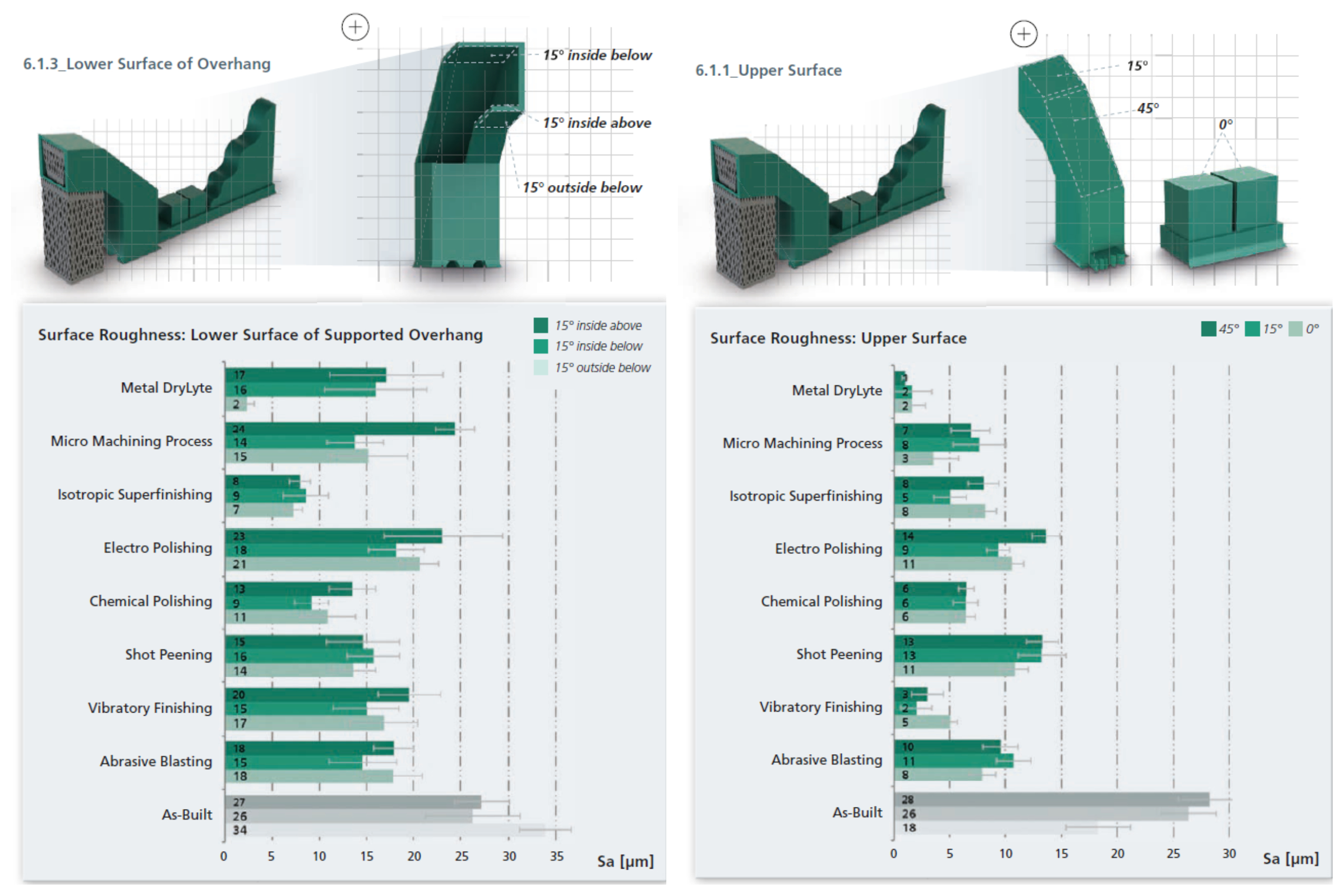
Roughness data for titanium parts of specific surface areas with eight different post-processing methods (Figure 3). Image courtesy of Fraunhofer IAPT.
How does surface quality influence the properties of my parts?
But since appearance is not everything, a second study (Additive Fatigue Study) also examined the influence of different surface finishing methods on the mechanical properties of AM components, with a particular focus on fatigue performance. This second study observed that the fatigue behavior for the selected materials (TiAl6V4, IN718 [Inconel]) does not always directly correlate with the measured surface quality. Reasons include certain surface and process characteristics that specifically influenced fatigue resistance. For example, it showed that some finishing methods could increase fatigue resistance by more than 80 %. On the other hand, the finishing performance achieved by other finishing methods was even worse than the as-built surface. This underlines how important it is to choose the right finishing methods when the requirement is for precise surface engineering and performance.
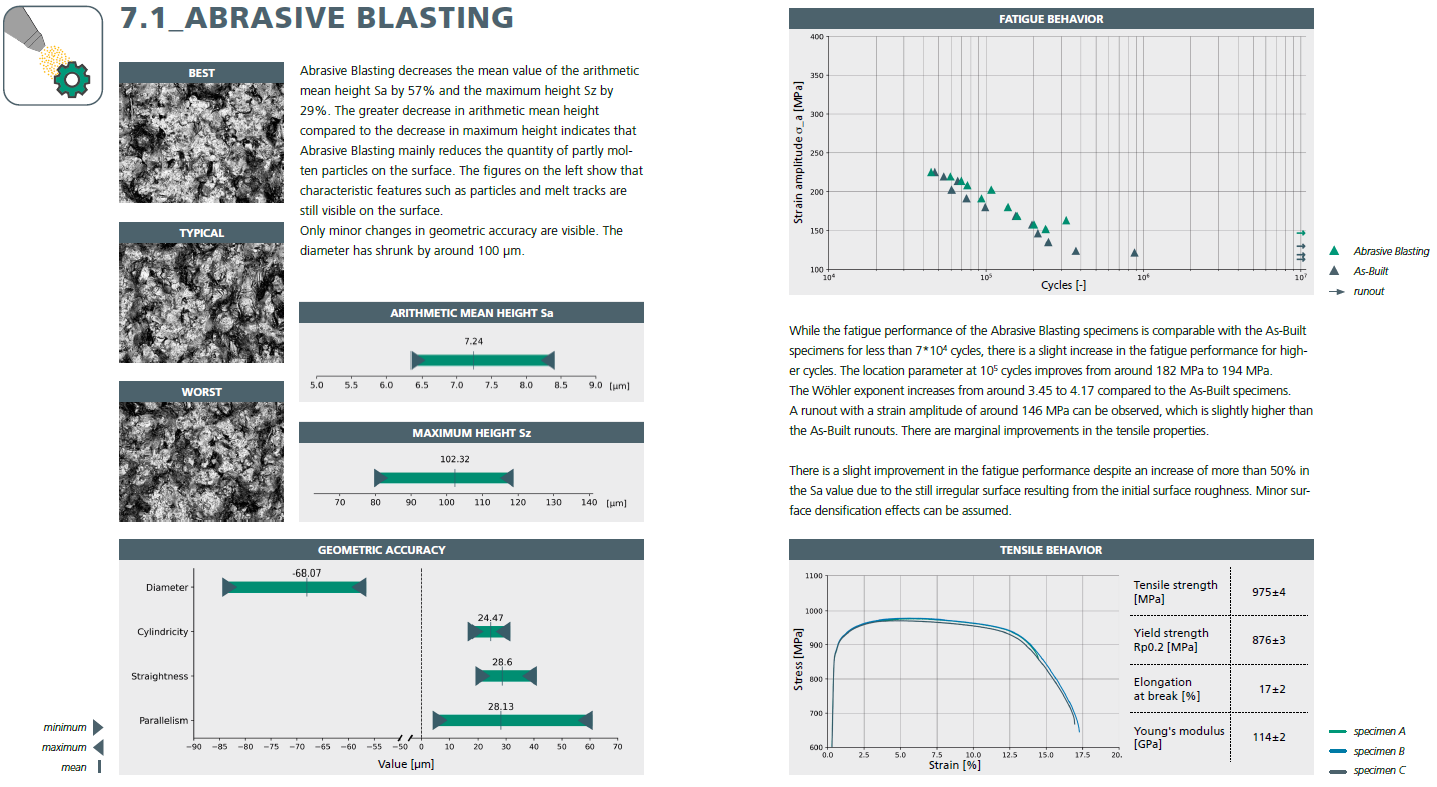
Excerpt from the results of the Additive Fatigue Study (Figure 4). Image courtesy of Fraunhofer IAPT.
These and numerous other findings are available in the Fraunhofer IAPT studies, together with process scalability and classification of the costs. As the outcome of independent, transparent elaboration, they aim to provide an easily understandable decision-making aid for all users of additive manufacturing, designers, development, and production engineers.
For more information, please contact M.Sc. Maximilian Kluge, Fraunhofer IAPT Head of Materials and Finish, at surface.finishing@iapt.fraunhofer.de
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Printing Money Episode 39: Q1 2026 Public Markets 3D Printing Earnings Analysis with Troy Jensen, Cantor Fitzgerald
Welcome to Printing Money Episode 39, (or, “The one where they all went to market”). It’s that quarterly time, so Troy Jensen (Managing Director, Cantor Fitzgerald) joins Danny for a review...
Goldilocks’ Flywheel: Refractory Complex Concentrated Alloys (RCCAs) & The Race for the Future
Recently, Metalysis, Skyrora, and Thermo-Calc Solutions started to try to commercialize Tanbium. This alloy has been created for use in combustion chambers and rocket nozzles. Tanbium is a Refractory Complex...
Printing Money Episode 35: Notable VC and M&A Deals, with Arno Held and Alex Kingsbury
Welcome to Printing Money Episode 35 and let us be the last to wish you a happy new year. For this episode Danny is joined by Arno Held (Managing Partner,...
Snapmaker Secures Series B Backed by Xiaomi Founder’s Network and China’s Investment Elite
Desktop 3D printer manufacturer Snapmaker has gotten a series B round. The round is led by Hillhouse Ventures and Meituan. Cowin Capital and Orient Securities Capital dipped in for another round,...































