
Optimizing Metal Powders for Additive Manufacturing

Introduction
In recent years, metal additive manufacturing (AM) has transitioned successfully from a prototyping tool to a still new, but established and economically viable choice, for component production. Annual sales of metal AM machines have risen from less than 200 in 2012 to almost 2300 in 2018 as the aerospace, energy, automotive, medical, and tooling industries have embraced the technology [1]. The use of AM in manufacturing is increasing the proportion of the market dedicated to metal materials – which is expected to account for a quarter of the whole market by 2023 [2].
Powder bed AM processes such as Selective Laser Melting (SLM), Electron Beam Melting (EBM) and Binder Jetting offer certain specific advantages relative to alternative powder metallurgy methods, ranging from design flexibility to the potential for high material use efficiency, and is particularly suitable for producing small to medium volumes of relatively small components, as well as enabling the creation of totally new complex parts that were previously unachievable. The development of AM machines is an important area of focus as the technology is adapted to produce larger components and deliver higher throughputs. However, there is now equal emphasis on the properties of the powders used.

Figure 1: Powder bed AM processes such as SLM call for rapid, even powder spreading and effective recycling of the excess powder.
What makes a good AM metal powder?
All AM processes are typically operated with essentially ‘fixed’ parameters for a specific application, with current machines offering little opportunity for any form of responsive control. This means that inconsistent input material properties will translate directly into inconsistent finished component properties. Poor powder quality can produce defects in the end part including pores, cracks, inclusions, residual stresses and sub-optimal surface roughness, as well as compromising throughput. Understanding the correlations between material properties, processing performance and end component properties is therefore essential.
Chemistry is paramount. A powder needs to comply with the alloy composition of the material specified, and grade must be carefully selected to control the interstitial elements present such as oxygen or nitrogen, as well as particulate contaminants which can impact the properties of the finished part. Beyond chemistry, it is the physical characteristics of a metal powder that define AM performance such as packing density and flowability. Powders that pack consistently well to give a high density are associated with the production of components with fewer flaws and consistent quality, while good powder flowability enables the powder to spread evenly and smoothly across a bed to form a uniform layer with no air voids.
Bulk density and flowability are directly, though not exclusively, influenced by morphological characteristics such as particle size and shape, as illustrated in Figure 2. Generally speaking, smooth, regular-shaped particles flow more easily than those with a rough surface and/or irregular shape. Rougher surfaces result in increased interparticle friction while irregularly shaped particles are more prone to mechanical interlocking; both effects decrease flowability. Similarly, spherical particles tend to pack more efficiently than those that are irregular giving rise to higher bulk densities [3].
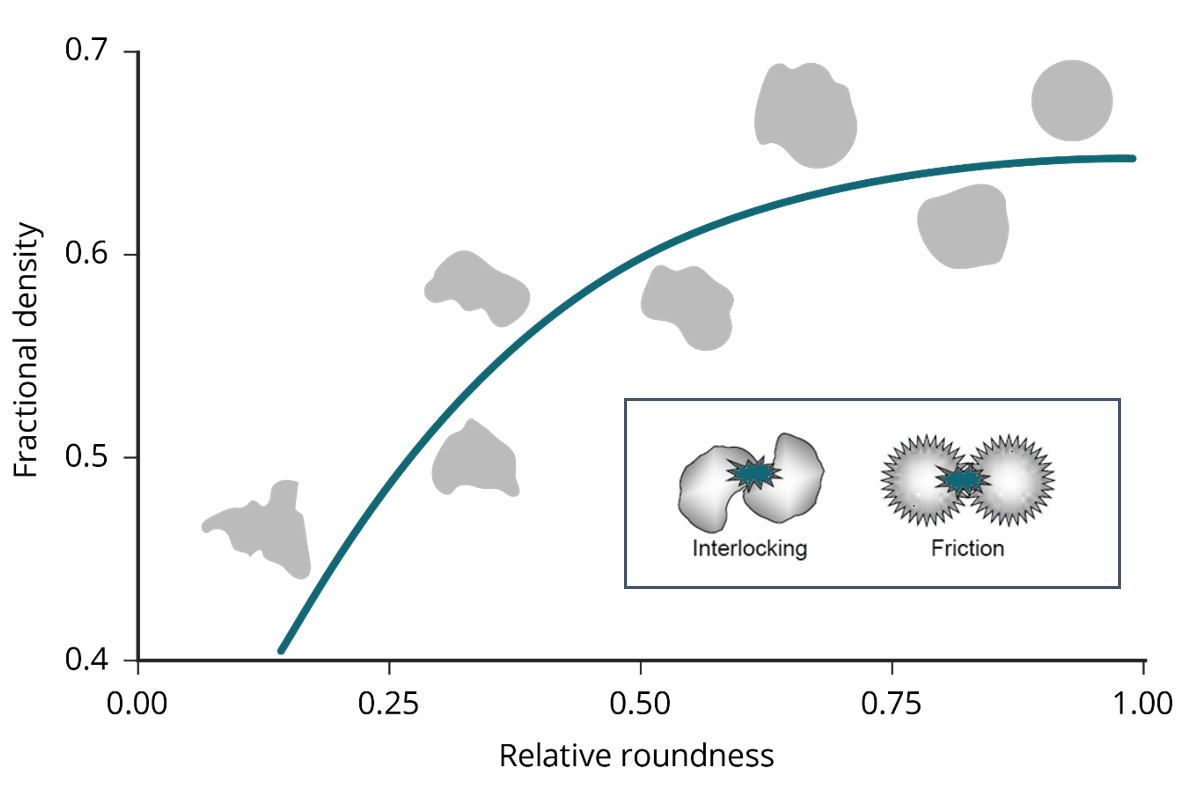
Figure 2: Smooth, regularly shaped particles tend to flow more easily than those that are irregular and/or rougher, because of reduced friction and a lower risk of mechanical interlocking [3].
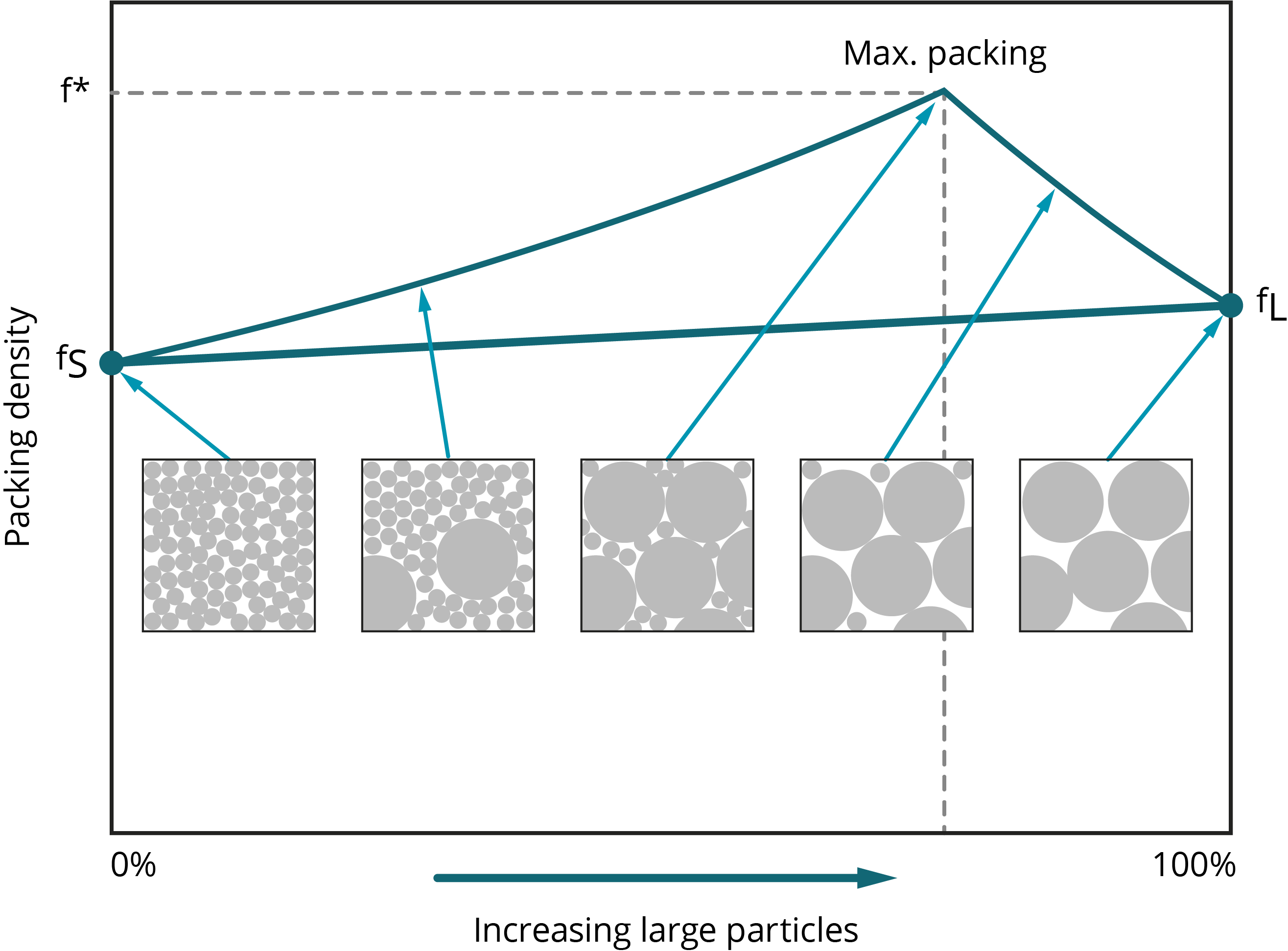
Figure 3: Packing density reaches a maximum when the particle size distribution includes both fine and coarse particles [3].
Measuring particle size and shape
Laser diffraction
With a measurement range that runs from 0.01 to 3500 µm, laser diffraction is the particle sizing technology of choice for most additive manufacturing applications – particularly the smaller size ranges. Laser diffraction systems determine particle size from the resulting light scattering pattern as a collimated laser beam passes through the sample, as shown in Figure 4. Large particles scatter with high intensity at narrow angles relative to the incident beam, while smaller particles generate a weaker signal but extending to wider angles. As well as laboratory-based laser diffraction systems such as Mastersizer 3000 there are also online process systems such as Insitec that deliver real-time monitoring of particle size for automated process control [3].
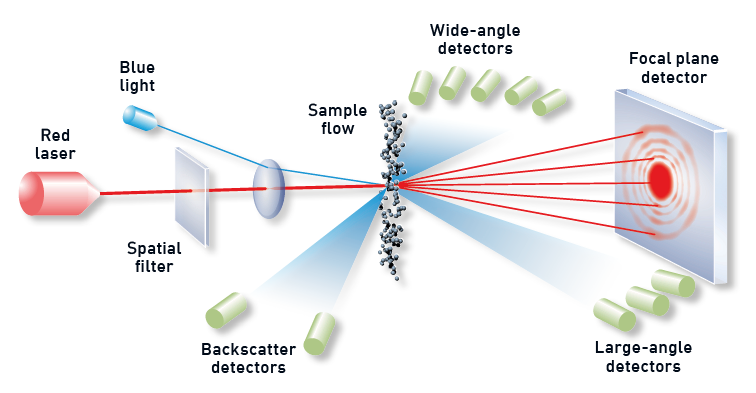
Figure 4: Illustration showing the principle behind a laser diffraction measurement with diffracted light from dispersed particles picked up by optimally positioned detectors.
Figure 5 shows measurements for four fractions of metal powders made using both wet and dry dispersion on the Mastersizer 3000. Either wet or dry dispersion can be used for metal powders and should give equivalent results if dispersion procedures are optimized and sampling is comparable. For the <150µm fraction there is a noticeable discrepancy between wet and dry measurements which is due either to fine particles adhering to larger particles in the dry state or a potential sampling issue [4].
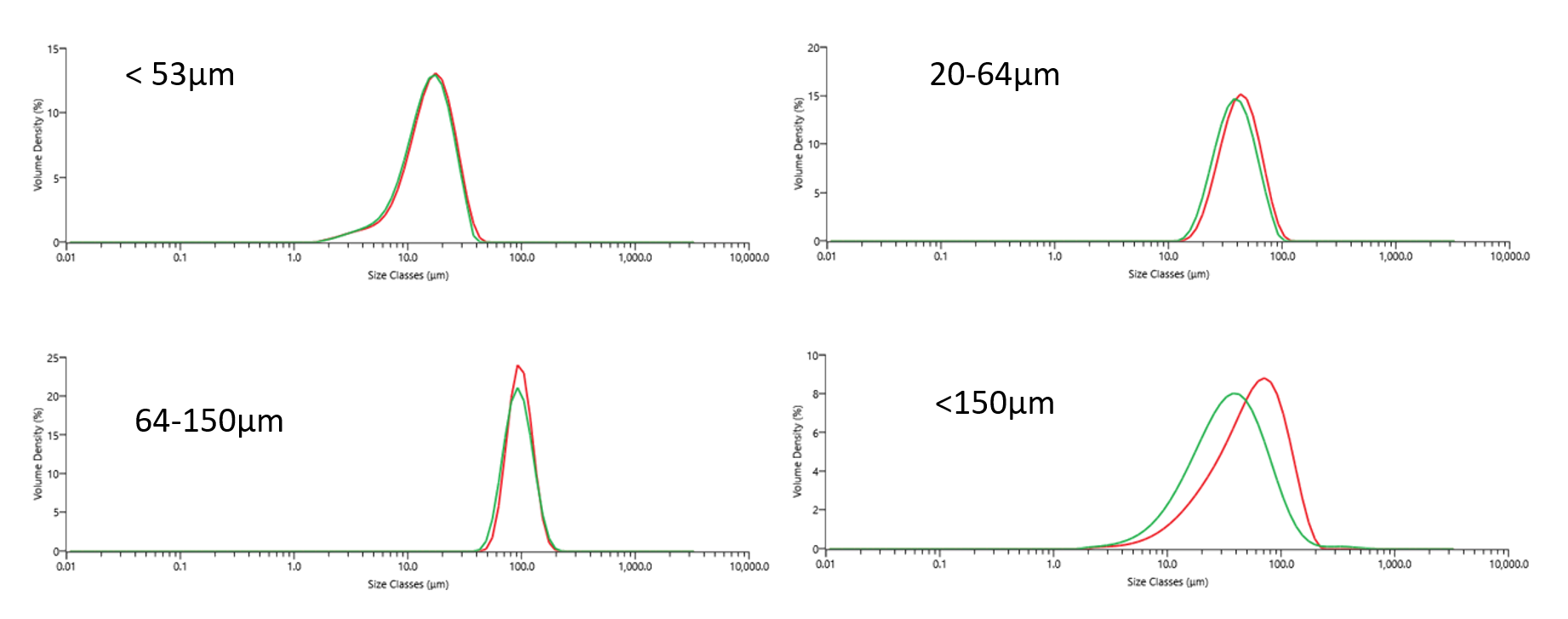
Figure 5: Comparisons of wet and dry measurements for each Stainless steel 316L powder sample. In each case, red trace is the dry measurement PSD, green trace is the wet measurement PSD (each PSD shows the average result over five measurements).
Automated image analysis
Three main techniques are commonly used to characterize the particles in additive layer manufacture; dynamic image analysis, automated static image analysis and Scanning Electron Microscopy (SEM). The simplest way to differentiate these techniques is by comparing the number of particles imaged and the resolution of those images [5]:
- Dynamic image analysis will yield the highest number of images, but the resolution is often too low to capture fine material or characterize surface texture.
- SEM will yield the highest resolution and capture fine surface detail, but the low numbers of images makes this a qualitative technique only.
- In the middle, is automated static image analysis, which balances a resolution high enough to capture fine material and surface texture with statistically relevant number of images for both qualitative and quantitative analysis.
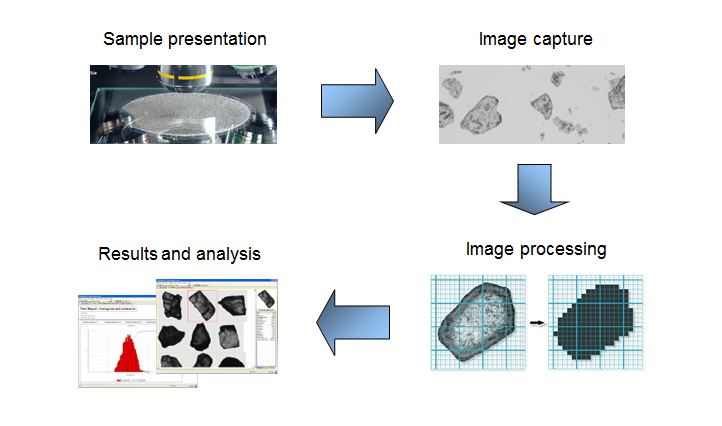
Figure 6: Illustration showing the general workflow for an automated imaging measurement.
Suitable for particles from approximately 0.5 µm to > 1 mm, automated imaging systems capture individual images of tens of thousands of particles from which multiple size and shape parameters are calculated as illustrated in Figure 5. The most commonly used shape parameters are: Circularity (particle perimeter/perimeter of an equivalent area circle, or High sensitivity (HS) circularity = (perimeter/perimeter of an equivalent area circle)[2], although customized classifications can be set-up to look at satelliting for example. Figure 7 shows a number of metal powder images taken with the Morphologi 4 which have been automatically classified and grouped based on their shape, such as how spherical or elongated they are or if they have satellites [6].
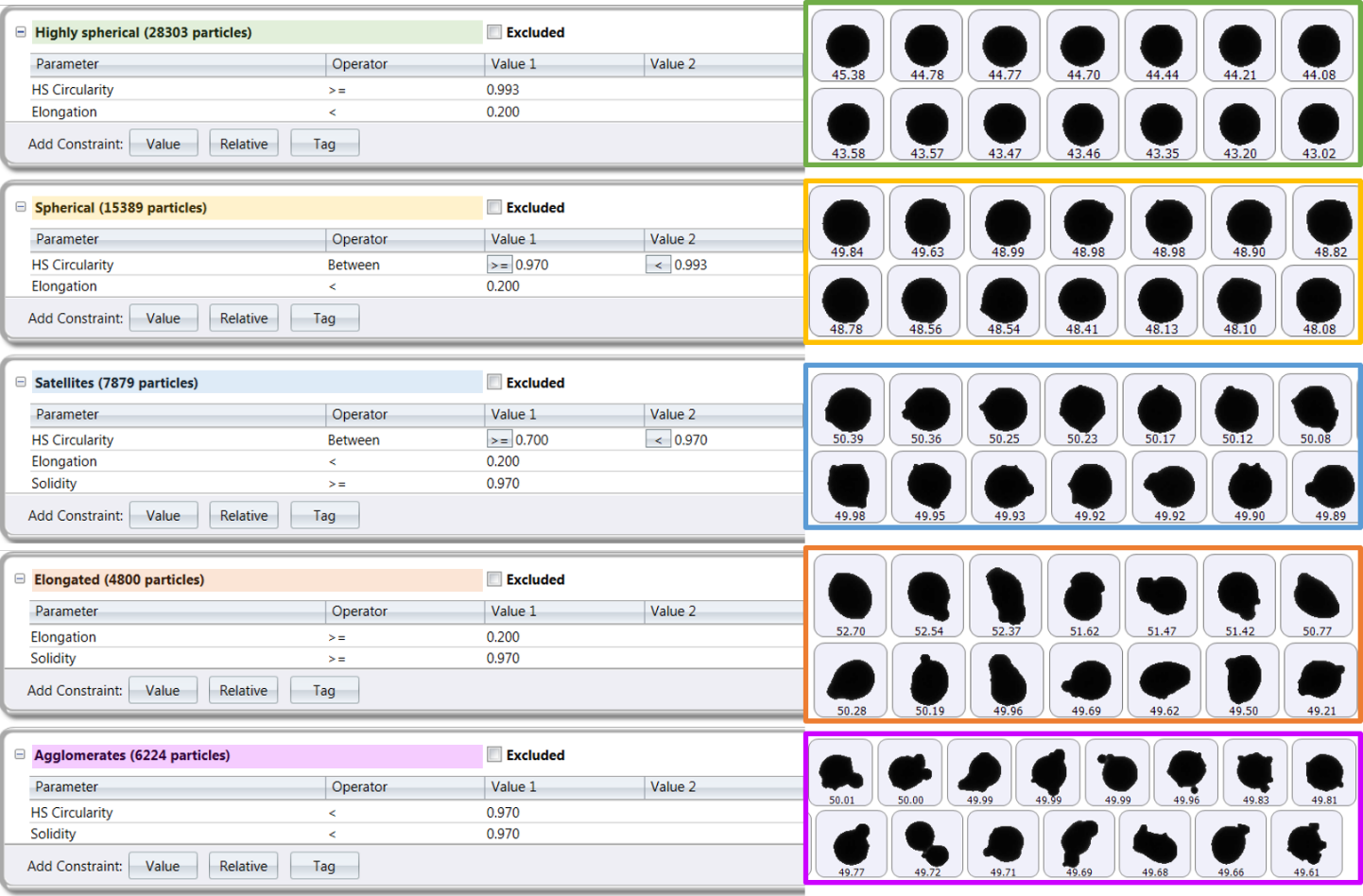
Figure 7: Particle classifications for an AM metal powder with corresponding particle images.
Conclusions
Particle size and shape are critical for powder-bed additive manufacturing processes as they affect powder bed packing and flowability which impact on build quality and final component properties. Laser diffraction and automated Image analysis are complementary tools that can be used to characterize and optimize metal powders for a range of powder-bed AM processes.
- Wohlers Report 2020. 3D Printing and Additive Manufacturing State of the Industry. Annual Worldwide Progress Report.
- SmarTech Publishing ‘The Top Three Addiitve Manufacturing Predictions for 3D printing in 2017’
- Optimising metal powders for additive manufacturing: A Malvern Panalytical White Paper available for download
- Determining the particle size distribution of metal powders using wet and dry dispersion on the Mastersizer 3000: A Malvern Panalytical Application Note available for download
- 8 reasons why it’s time to upgrade to automated imaging: A Malvern Panalytical Application Note available for download
- Characterising the particle size and shape of metal powders for Additive Layer Manufacturing: A Malvern Panalytical Application Note available for download
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
3D Printing Unpeeled: New Arkema Material for HP, Saddle and Macro MEMS
A new Arkema material for MJF is said to reduce costs per part by up to 25% and have an 85% reusability ratio. HP 3D HR PA 12 S has been...
3D Printing News Briefs, January 20, 2024: FDM, LPBF, Underwater 3D Printer, Racing, & More
We’re starting off with a process certification in today’s 3D Printing News Briefs, and then moving on to research about solute trapping, laser powder bed fusion, and then moving on...
3D Printing Webinar and Event Roundup: December 3, 2023
We’ve got plenty of events and webinars coming up for you this week! Quickparts is having a Manufacturing Roadshow, America Makes is holding a Member Town Hall, Stratafest makes two...
Formnext 2023 Day Three: Slam Dunk
I’m high—high on trade show. I’ve met numerous new faces and reconnected with old friends, creating an absolutely wonderful atmosphere. The excitement is palpable over several emerging developments. The high...




























