
3D Systems Fills in Metal 3D Printing with Processing Partnership via GF Machining Solutions


Now that additive manufacturing (AM) is being increasingly integrated into end production, OEMs are recognizing that their equipment needs to more adequately fit into typical manufacturing workflows. They also realize that there is still a lot of room to develop in terms of realizing the quality necessary for end parts. In some cases, achieving these goals may depend on partnering with established businesses in the larger world of manufacturing.
3D Systems is a case in point. After building 3D printers for nearly forty years, it has teamed up with GF Machining Solutions, a division of the $3.906M order intake Swiss manufacturer Georg Fischer. By combining 3D Systems’ strengths in metal AM and GF Machining Solutions’ experience making electrical discharge (EDM), high-speed milling, and laser texturing machines, the two businesses hope to streamline metal AM and processing, more easily incorporate 3D printing into production and change the way that things are made altogether.
Together, the companies released several metal AM systems that are meant to work in conjunction with GF Machining Solution metal processing machines, including those for milling and EDM. To learn more about this partnership, we spoke to Mark Cook, Vice President of Metals Products at 3D Systems, and Romain Dubreuil, Product Line Manager for Additive Manufacturing at GF Machining Solutions.
 The GF Machining Solutions DMP Factory 350 3D printer. Image courtesy of GF Machining Solutions.)
The GF Machining Solutions DMP Factory 350 3D printer. Image courtesy of GF Machining Solutions.)“The partnership started by recognizing that there was a need to develop solutions that fit better into a production environment,” Cook told 3DPrint.com. “With GF’s expertise and longstanding history with high-quality precision machining and solutions in a factory environment and 3D Systems’ core capability in 3D printing, it was a great match.”
For those of us in 3D printing media, there may be a tendency to think of the 3D printer as the starting point for manufacturing a product. In turn, procedures like EDM and milling might then be thought of as post-processing steps for completing a 3D printed object. However, Cook and Dubreuil emphasized the need to think of it as a specific tool needed to produce a given design.
“I think that’s a very important element to start off with: viewing additive manufacturing as a first step that is followed by post-processing and defining post-processing with a very general term is not what customers will have to do when they’re working on their shop floor in production processes. You don’t typically just say, ‘Okay, this will be my primary process,’” Dubreuil said. “It is very important to look at this as an overall manufacturing chain and integrate the best solutions for every operation that you have along the way.”
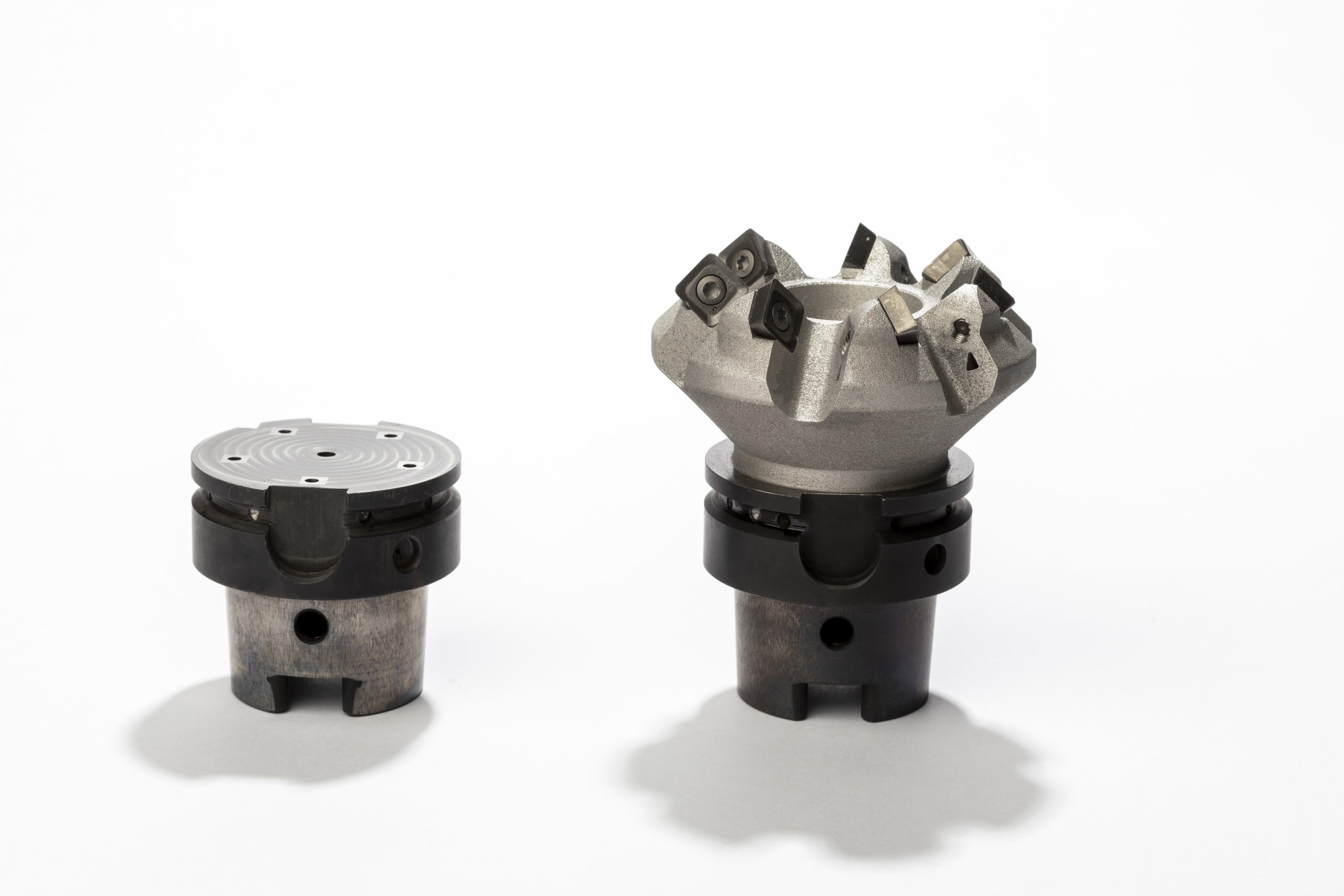 Cutting tools made via hybrid manufacturing, combining 3D printing and CNC milling. Image courtesy of 3D Systems.
Cutting tools made via hybrid manufacturing, combining 3D printing and CNC milling. Image courtesy of 3D Systems.Instead, the two suggested that we look at the work as beginning with a digital design that needs to be given a physical form. 3D Systems and GF Machining Solutions first attempt to make this process as streamlined as possible from the software-side of the workflow. This means that a model can go seamlessly from CAD to the metal AM system, milling or EDM machine, depending on what step needs to be performed first.
Tools built into 3D Systems’ 3DXpert® software, such as build estimators and simulators, can aid a design engineer in determining the necessary workflow for creating the part. These may make it possible to determine that, when it comes to producing a part of a certain volume, milling or printing may be more efficient, for example. Knowing that it will be pre- or post-processed in a certain way also enables users to modify the part, such as adding machining offset material to surfaces and holes in view of post machining operations. The link is also created to subtractive technologies with the ability to, for instance prepare CAM programs for milling bridging the gap in between technologies not only in the physical sense but also through the data chain.
With the 3D models then able to move easily to the manufacturing steps, the next consideration is the hardware itself. So far, the companies have released the DMP Flex 350, DMP Factory 350, and DMP Factory 500 metal 3D printers. The machines feature unique argon-gas vacuum chambers meant to achieve pure atmospheres with oxygen levels below 25 ppm, resulting in what the partners claim to be no oxidation of titanium parts, high powder recyclability and low argon consumption. Material deposition is performed in a bidirectional manner, meaning faster recoating and higher productivity. Built-in process monitoring, branded DMP Monitoring, is meant to ensure quality control via visual, thermal and other machine data gathered and analyzed during the build. A modular design architecture allows parts to be prepped and unpacked separately from the printers so that new builds can begin more quickly.
Using data collected in DMP Monitoring – another feature within 3DXpert – DMP Inspection uses automated algorithms to provide feedback once a print is complete so that operators can determine where possible issues may have occurred, including lack of fusion and warpage. 3D Systems claims that the analysis performed by 3DXpert correlates well with actual CT scans of printed parts.
Once a part is printed and inspected, 3D Systems’ software can then be used once more to prep the machining program for milling or EDM using accompanying GF Machining Solutions equipment making use of standard machines as well as subtractive machines dedicated to the needs of AM. The CUT AM 500, in particular, is designed specifically to separate printed parts from their build plates via horizontal EDM cutting. This machine tackles the specific challenges of AM by reducing risk of part damage as well as insuring a quick and cost effective cut.
All of this is meant to make metal AM suitable for series production, with the printers themselves designed to be as repeatable as possible and the machining and EDM tools there to round off metal 3D printing throughout the process. The DMP Factory 500 is targeted toward the largest high quality seamless parts, with a build volume of 500 x 500 x 500 mm and multiple lasers, the system has the highest level of throughput of the machines so far on offer.
While there are a number of hybrid additive manufacturing technologies on the market, which most often combined directed energy deposition and milling procedures, the two noted that those may only serve very niche purposes.
“We don’t see hybrid—as in a milling machine that has 3D printing capability—as the most efficient way to develop a workflow,” Cook said. “If you have a milling machine, you design and build that to do exactly what it needs to do. If you have a 3D printer, you design and build that to do exactly what it needs to do. Just like in traditional manufacturing, you don’t have a machine – like a coke machine – where, you put in a piece of raw stock and then, out the other end, comes the finished part.”
Dubreuil pointed out the limitations that each technology has, thus constraining hybrid systems even further. These include the fact that milling produces chips that can interfere with an AM process. Coolant also cannot be deployed in AM.
“Although it may seem appealing at first glance to have these kinds of combinations of technologies in one single machine, if you then look at it in practice it is, in fact not so easy to achieve. Basically, you would like to have the best of both worlds, but, in the end, you probably have the worst of both worlds because of technical limitations,” Dubreuil said. “In our opinion, the best solution is to apply the correct machine required for each operation that you have along the way.”
The partnership between 3D Systems and GF Machining Solutions seems so natural in retrospect that we wondered why we haven’t seen more such alliances so far. According to Cook, one of the reasons is that 3D printing for production was only in a nascent stage several years ago.
“Three or four years ago, there were very few design engineers designing for additive in a serial production environment. You know, if you go back even further, it was all exploratory,” Cook said. “There were a lot of design engineers just trying to find applications where additive manufacturing was suitable and had a good value proposition. Because of all that early work – today, there are a variety of viable applications ready for that optimized workflow.”
The two companies continue to expand their partnership, most recently extending their products to the Greater China region. GF Machining Solutions hosts a Center of Competence ‘AMotion Center Shanghai,’ , where clients can consult with experts to develop applications. Given the rising prominence of countries in the Asia-Pacific region, and China in particular, it makes sense to target the Asian market.
We will likely see continued developments from the partners as a larger trend in workflow automation and improved quality control occurs across the metal AM industry. Companies like GE Additive and Additive Industries are also aiming for modular setups similar to those developed by 3D Systems and GF Machining Solutions. For the field as a whole, this means the technology will only become more adept at serial production in a factory setting.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
The SLS Market, Game of Trucks: Part 2
With the release of the new HP 1200 and the Formlabs X1, we can see real competition from very different segments. From several million dollars to just $20,000, the laser...
3D Printing News Briefs, May 2, 2026: Soft Robots, Agricultural Waste, & More
In this weekend’s 3D Printing News Briefs, we’ll start off with a multi-laser metal powder bed fusion 3D printer and post-processing news. We’ll end with research into soft robotics and...
3D Printing News Briefs, April 4, 2026: 3D Printed Food, Cocoa Press, & More
We’re starting off with 3D printed food in this weekend’s 3D Printing News Briefs, followed by some business news about Cocoa Press. Then we’ll move onto a metal additive manufacturing...
3D Printing News Briefs, March 28, 2026: TCT Asia, Distribution Agreement, FDA Clearance
We’re starting 3D Printing News Briefs this weekend with some news out of TCT Asia, and then moving on to a metal AM distribution agreement between MULTISTATION and WAAM3D. We’ll...
































