

The Eggshell Process: 3D Printing Ultra-Thin Concrete Structures

Researchers from Zurich, Switzerland continue recent trends in studying progressive techniques in construction, detailing their work in the recently published, ‘Eggshell: Ultra-Thin Three-Dimensional Printed Formwork for Concrete Structures.’
Industrial users around the world rely on concrete for the production of robust structures. Today, 3D printing with concrete is becoming increasingly popular, evidenced in numerous projects culminating in bridges, offices, and homes. While numerous techniques are employed globally, methods such as FDM 3D printing are not being used as often as one might expect, mainly due to complexities in creating concrete formworks.
in this study the researchers look into the potential of eggshell fabrication, allowing for the efficient construction of ‘nonstandard concrete structures.’ The Eggshell process provides a 1.5-mm-thin thermoplastic shell that can be used as a formwork, permitting users to create projects on a large scale, accompanied by robotics in FDM 3D printing.
“Eggshell seeks to enable the fabrication of bespoke, structural building elements in a non-wasteful process, while allowing for the integration of reinforcement,” stated the researchers.
While the casting chemistry and processing are taken advantage of also in the process, Eggshell offers a range of options for complex geometries—but also retains the ability to use conventional reinforcement.
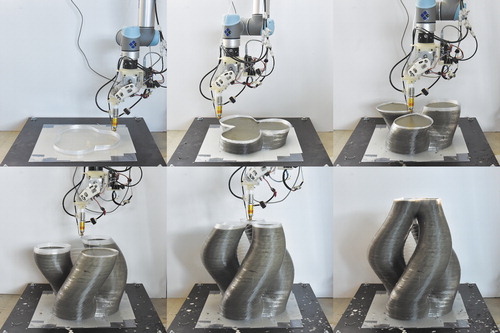
Using the Eggshell fabrication process to produce a concrete column with three branches. Formwork material: polyethylene terephthalate glycol, layer height: 1.0 mm printing speed 25–45 mm/s, total fabrication time: 210 min.
Because the framework can be printed first and filled also (with a heavy material like concrete), there is less chance for buckling of the framework, especially if the users must move it.
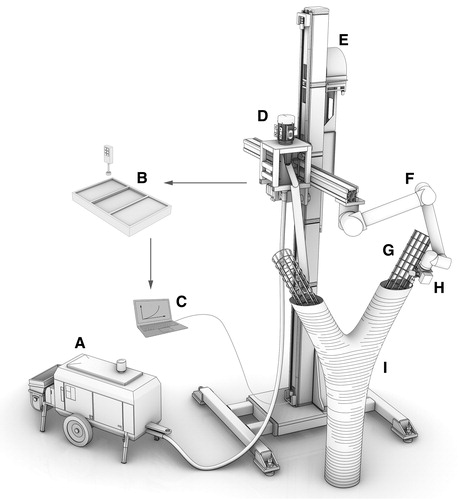
Schematic representation of the Eggshell fabrication process. (A) Concrete pump. (B) Remote material feedback system. (C) Control system. (D) Inline mixer. (E) Vertical linear axis. (F) Six-axis robotic arm. (G) Reinforcement. (H) Extruder end-effector. (I) Three-dimensional printed formwork.
Eggshell usually involves the following steps:
- Geometrical design
- Machine code generation
- Preparation of retarded concrete
- Printing of formwork and simultaneous set-on-demand casting
- Reinforcement
- Removal of the formwork and recycling
The researchers used a six-axis robotic arm setup with a build volume of 1.2 × 1.2 × 3.6 m; however, the researchers noted that a three-axis gantry system would be suitable as well. The source of 3D printing the framework lies in the extruder end-effector connected to the robotic arm. Featuring a nozzle diameter of 1.5 mm, the extruder uses standard filament.
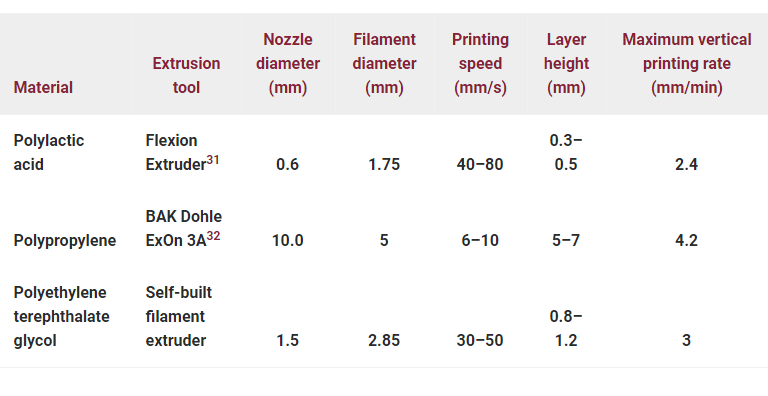
Maximum Vertical Printing Rate That Could Be Obtained with Different Materials and Tools, Assuming a Constant Perimeter of 1000 mm (Straight Column of 250 × 250 mm)
“Although the concrete material is self-supporting within 1–2 hours, leaving the formwork in place for a longer period results in better curing conditions. After 1–3 days, the formwork can be removed by using a heat gun and pliers. Any traces of concrete must then be washed off before the material can be recycled. Although recycling of the formwork is theoretically possible, this has not yet been experimentally verified,” stated the researchers.
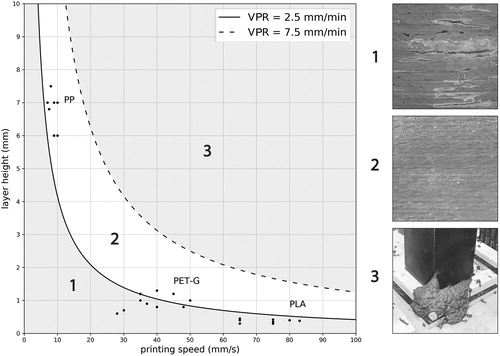
Printing speed plotted against layer height. The continuous line shows a VPR of 2.5 mm/min, and the discontinuous line shows a VPR of 7.5 mm for a straight column with a constant perimeter of 1000 mm. Area 1 indicates a VPR of 0 < 2.5 mm/min, resulting in cold joints between layers, area 2 indicates a VPR of 2.5 < 7.5 mm/min, resulting in a satisfactory surface quality, and area 3 indicates a VPR of >7.5 mm/min, resulting in breakage of the formwork. The three groups of data points indicate the parameters of the experiments on VPR from the first section in this chapter. VPR, vertical printing rate.
A 1600-mm-tall prototype was 3D printed and filled in 450 minutes. VPR averaged 3.55 mm/min with a layer height of 1.2 mm and printing speed of 45 mm/s:
“Simultaneously, concrete was cast every 5 min in layers ranging from 10 to 30 mm,” explained the researchers. “The in-line material processing system was used; however, concrete was manually cast into the formwork. As the VPR was higher than 2.5 mm/min, no cold joints could be seen between layers.”

One thousand six-hundred-millimeter-tall early prototype, printed in 450 min with a layer height of 1.2 mm, printing speed of 45 mm/s, and average VPR of 3.55 mm/min.
The second structure was a twisted column showing the potential for fabrication of complex geometries.

Left: 1800 mm tall Branching Column fabricated in three parts by using a simultaneous process. Layer height: 1 mm, printing speed: 30–50 mm/s, fabrication time of parts (bottom to top): 12, 10, 7 h. Right: Void spaces are printed inside the three main branches so that cables can be inserted post-fabrication to tension the elements together. Design and fabrication: A. Barney and W. Yang.
Several branches were designed:
“The final structure with up to 12 individual branches was printed in three separate elements that were then assembled with post-tensioning,” stated the researchers. “This opens up interesting perspectives for Eggshell, allowing geometries to be fabricated that are clearly difficult to produce otherwise, at least in an efficient way. These designs were not structurally optimized, but they show the geometrical possibilities of the process.”

Left: different printing tests with a diameter of 1 m, printed with a layer height of 1 mm and printing speed of 50 mm/s. Right: close-up of printed layers.

Left: completed Future Tree pavilion (Image: Basler & Hofmann AG, Stefan Kubli). Right: printed formwork, reinforcement cage, and finished concrete element.
“Although the research is still in its early stages, it has shown that objects of a scale relevant to architecture can be fabricated. The Eggshell simultaneous fabrication process shows potential for making a wide range of geometries possible, but its success will depend on whether printing can be sped up. Achieving a faster vertical formwork printing rate is necessary to fabricate objects of a larger scale without causing cold joints,” stated the researchers.
“To achieve the most sustainable process possible, we are improving the recyclability of used formworks, and examining alternative printing materials. To make the process economically viable and less labor intensive, research efforts should also be directed toward a fully automated concrete casting process, eliminating the need for human intervention. As research progresses and the process is stabilized and streamlined, the range of building components produced could extend to beams, floor slabs, or connecting and transitional elements, paving the way toward sustainable mass customization in concrete architecture.”
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Eggshell: Ultra-Thin Three-Dimensional Printed Formwork for Concrete Structures’]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
The Hidden Cost of Lost Engineering Intent
Recent reporting on the UPS MD-11 engine separation on Flight 2976 has understandably focused on the immediate question: what happened? The investigation will determine that, as it should. Serious engineering...
3D Printing News Briefs, May 28, 2026: Continuous Fiber Reinforcement, Bioprinted Trachea, & More
In today’s 3D Printing News Briefs, America Makes announced the winners of its JAQS-SQ Project Call. Axtra3D is partnering with Keystone Industries to expand its dental material ecosystem, while BigRep...
Stratasys Acquires Markforged, Analysis of AM’s Latest Consolidation Move
A very long time ago, in 2023, the additive manufacturing (AM) industry was enraptured over the attempts by a large chunk of its publicly traded original equipment manufacturers (OEMs) to...
Why Additive Manufacturing Has Finally Earned Its Place on the Production Line
For years, the conversation around additive manufacturing followed a predictable script. Engineers would acknowledge its usefulness for prototyping – faster iterations, cheaper design validation, no tooling to worry about –...



































