
Bioprinting Analysis: Gelled & Cross-Linked Cellulose for Bioink

New Zealand researchers have been studying digital fabrication techniques and bioprinting materials, detailing their findings in the recently published ‘3D Printing of Gelled and Cross-Linked Cellulose Solutions; an Exploration of Printing Parameters and Gel Behavior.’
As 3D printing has increased in appeal to mainstream users around the world, the impacts have been significant on all levels—from DIY projects to manufacturing of automotive parts, innovations in aerospace, energy, and much more; however, even in the face of so many benefits and new ways to save on the bottom line, there are still ongoing challenges in optimization.
ABS and PLA are still most commonly used in 3D printing, but as the bioprinting realm continues to expand, researchers are beginning to rely more on bioinks.
“A key aspect of bio-ink material development is the so-called biofabrication window, an attempt to describe the compromises that need to be made to achieve the highest print fidelity without compromising the ability of the printed material to function as a tissue scaffold,” explained the researchers. “This window is not only specific to the used bio-ink material but also depends on the used hardware including the used print setting, for example extrusion pressure, print speed or line height and width.”
So far, only several solvents have been used successfully with cellulose processing. Lack of suitability in viscosity has been an ongoing issue regarding bioprinting. Although researchers have been able to use cellulose dissolved in ionic liquid 1-ethyl-3-methylimidazolium acetate, there have been no other known solutions available. There is also very little research or successful work noted with gelled solutions.

List of the conducted print trials at varying settings for extrusion pressure and print speed.
Sample cubes with side measurements of 10 mm were printed for the research trials, fabricated and then placed in deionized water for regeneration of the cellulose. The researchers printed 27 samples overall, analyzing shear stress.
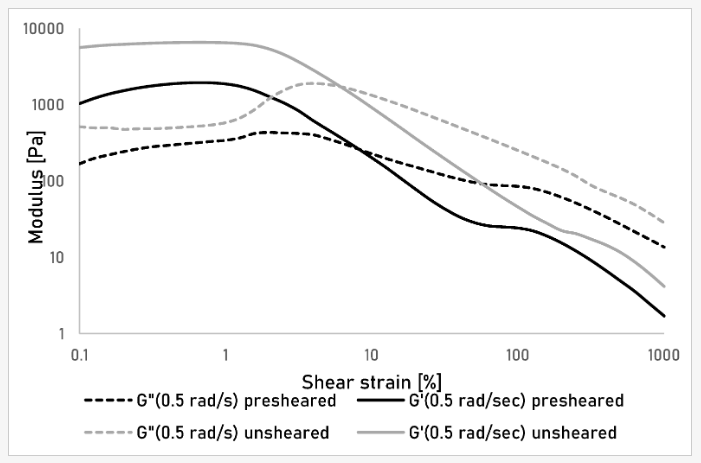
Storage (G’) and Loss (G”) modulus of unsheared and presheared cellulose gels measured over shear strain at an angular frequency of 0.5 rad/sec.
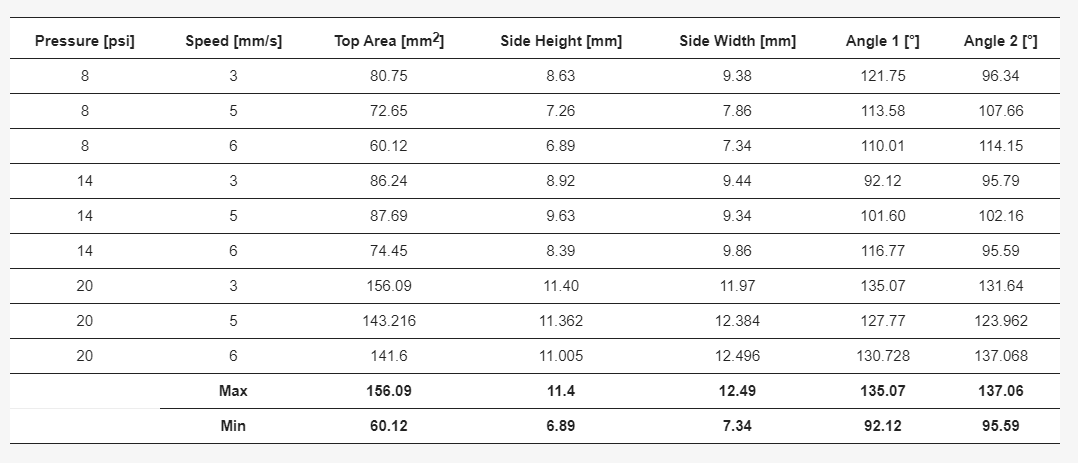
Results of the L9 orthogonal array tests and measurements.
Optimum cubes should have displayed flat surfaces with the following measurements:
- 10 mm2 to the closest surface areas
- Corners of 90°
- Side view width of 10mm
- Side view height of 10mm
As they varied print settings, the researchers noted differences in the samples from 156.09 mm2 to 60.12 mm2. Printing pressure caused the highest impact on parts, while speed resulted in ‘lowest parameter impact.’ Overall, the best settings were pressure of 14 psi and speed of 5 mm/s.
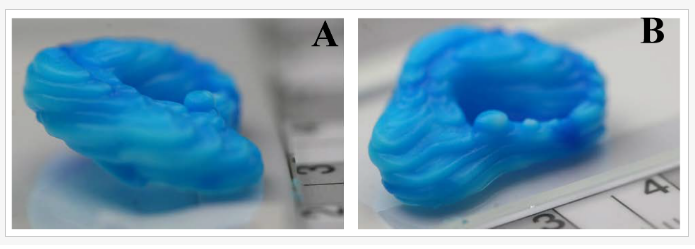
Test prints of a model of a human ear using optimal settings for extrusion pressure and print speed derived from the Taguchi analysis of the print parameters. (A) End view of test print; (B) Side view of test print.
To test settings, a sample print in the form of an ear was created with overhangs. The results were good, leaving the researchers to verify success of their technique, and confirm the potential of their new bioink.
“A more detailed study involving other variables, such as nozzle diameter and acceleration, may further improve printing accuracy and resolution. Optimal settings for pressure and speed were found and used to print a complex organic shape (human ear). The printing of this structure shows the cellulose gel was able to handle slight overhangs without support material, while maintaining shape fidelity,” concluded the researchers.
“This new bio-ink material offers a cheaper less toxic alternative to bioprinting using one of the most abundant materials found on earth. Overall, the printability of this new bio-ink material is incredibly promising as an inexpensive alternative to current cellulose based bio-ink materials. As with all new bio-ink materials, optimization of not only the formulation but also printer settings are required to ensure the best possible print. Here, only one formulation was tested; however, many variations are possible and will be tested in future works.”
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘3D Printing of Gelled and Cross-Linked Cellulose Solutions; an Exploration of Printing Parameters and Gel Behavior’]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
Precision at the Microscale: UK Researchers Advance Medical Devices with BMF’s 3D Printing Tech
University of Nottingham researchers are using Boston Micro Fabrication‘s (BMF) 3D printing technology to develop medical devices that improve compatibility with human tissue. Funded by a UK grant, this project...
3D Printing Webinar and Event Roundup: April 21, 2024
It’s another busy week of webinars and events, starting with Hannover Messe in Germany and continuing with Metalcasting Congress, Chinaplas, TechBlick’s Innovation Festival, and more. Stratasys continues its advanced training...
3D Printing Webinar and Event Roundup: March 17, 2024
It’s another busy week of webinars and events, including SALMED 2024 and AM Forum in Berlin. Stratasys continues its in-person training and is offering two webinars, ASTM is holding a...
3D Printed Micro Antenna is 15% Smaller and 6X Lighter
Horizon Microtechnologies has achieved success in creating a high-frequency D-Band horn antenna through micro 3D printing. However, this achievement did not rely solely on 3D printing; it involved a combination...



























