

Australian Defence Force Academy: Integrating FDM & SLA 3D Printing via Photopolymer Resin Extrusion

In ‘Photopolymer Resin Extrusion Hybrid 3D Printer,’ Joshua Matthes (of The University of New South Wales at the Australian Defence Force Academy) details new hardware meant to serve as an improvement for both FDM and SLA 3D printing.
Through combining photopolymer-based extrusion printing with an open-source Prusa i3 clone, Matthes highlights the advantages of both FDM and SLA printers—currently the most popular hardware used in digital fabrication today, with FDM in the number one slot, ‘holding the greatest share of a US $7.3 billon market.’
This is due to the level of accessibility and affordability in FDM 3D printing enjoyed around the world today, while stereolithography—known as the first type of 3D printing brought to light in the 80s by Chuck Hull with the SLA-1—has shown impressive longevity, reigning currently as the second most-used method. It is obvious that Matthes would like to see SLA brought up to par with FDM:
“Although FDM printers have the ability to reach layer heights of 50 to 100 microns, fused deposition means they are still greatly limited by anisotropic qualities in the z-axis,” states Matthes. “Comparatively, photopolymer manufacturing utilizes a chemical bonding process to create its product. In theory, this should lead to a better final product with isotropic properties compared to an FDM produced product.”
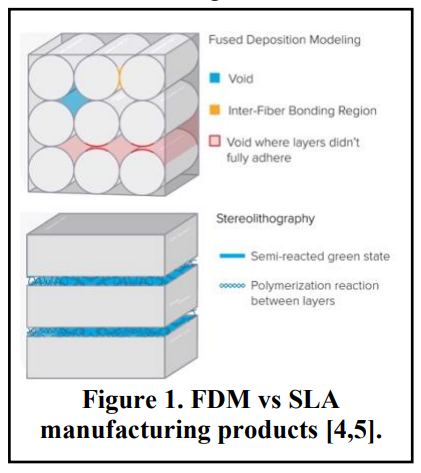
FDM vs SLA manufacturing products
As Matthes experiments with how to bring the best of both worlds to 3D printing users, he examines alternative design approaches like changing pipe dimensions or heating of the resin (for better extrusion); however, there are further challenges with ‘unpredictable results,’ with temperature and materials. Matthes tries to remain within the scope of his project goals also, avoiding introducing new parts to the printer, while analyzing techniques developed in previous research.

Piston based extrusion for viscous fluids
Matthes points out that using a syringe is the better option in comparison to a peristaltic pump, preventing pressure loss. Here too though there are drawbacks as the syringe is limited in the amount of material it can hold—unlike the much larger capacity offered by a reservoir. It must also fit properly within the existing structure.
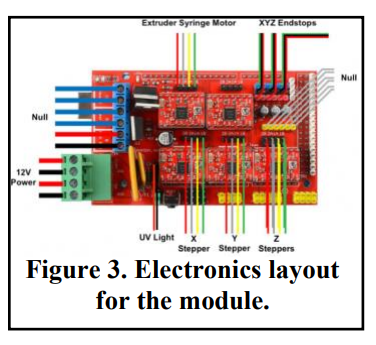
Electronics layout for the module
During experimentation, Matthes dealt with clogging issues due to resin buildup, as well as material seeping on to the aluminum print bed (solved with a new print surface, by way of baking paper). As for the nozzle, the author decided to 3D print a disposable one which ‘proved to be instantly viable for the resin printer.’
As the study continued, dogbone samples were 3D printed as follows: eight FDM PLA samples, eight resin casted samples, and eight resin printed samples.
“The casted sample set was introduced to ensure that the samples produced by the printer aligned to what would be expected by the material itself. It also provided a good comparison between utilizing an additive manufacturing method compared to just producing the part outright,” explained Matthes.
“To improve the accuracy of the experiment, besides using eight of each sample, each sample group was produced in the same conditions. For example, all PLA samples were produced in one build and all casted samples were produced simultaneously. However, for the printed resin the built plate and material capacity is too low to produce all eight samples simultaneously. Therefore, they were produced after each other utilizing the same gcode for each sample. This should have little impact on the results of the experiment but should be considered.”

Failed production of
dogbone sample
through z-axis
manufacturing.
FDM samples were usable but ‘not ideal,’ due to failure of z-axis layering. The samples were then produced flat on the bed offering better structural alignment.
Ultimately, all eight samples were printed the same way. Resin samples resulted in issues with air bubbles after being ‘laid out on baking paper side by side.’ With the casting process showing how important thin layering is during the 3D printing process, Matthes still used the eight samples for tensile testing.
Upon ‘major manufacturing difficulties’ that continued with material build-up and clogging, Matthes was unable to 3D print resin samples. The nozzle presented serious design issues and the research team decided to skip over the last samples and use the cast resin and FDM samples for data characterization.

Example of air bubble fault in casting resin manufacturing process.
“Although the printer did not successfully become operational, it proved to have the capability if given primary attention and concentration on optimization and overcoming final manufacturing issues,” concluded Matthes. “After many hours of calibration, it successfully completed multiple first layers for the sample but struggled when moving into the second layer manufacturing.
“As for materials, this project successfully tested both PLA and resin samples and could categorize each material with overall properties. The yield strength and ultimate tensile strength were found for both materials as well the hardness. Utilizing this information and lessons learnt, final optimization of the printer and materials testing will likely result in a successful printer.”
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
Example of overextrusion on first print layer.

Best first layer showing appropriate extrusion rate for first layer.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
AMPulse Asia: Creality IPO Headlines APAC 3D Printing Market Roundup
Asia’s additive manufacturing sector spent the back half of May moving capital and capacity, not just demos. Chinese desktop and consumer printer makers pushed onto public markets, metal powder producers...
Blue Origin’s New Glenn Explosion Comes During Major Manufacturing Push
Blue Origin‘s orbital New Glenn rocket exploded during a hot-fire test at Launch Complex 36 in Cape Canaveral on May 29, setting back the company’s launch ambitions at a time...
Aibuild Says New FETS Simulation Tool Is 10,000x Faster for AM
Aibuild has launched FETS for Additive Manufacturing, a Finite Element Thermomechanical Simulation tool that lets you simulate stress, distortion, thermal effects, and thermomechanical effects. The solution has been optimized for...
AI CAD Tools for 3D Printing: An Overview
There is a bevy of AI-to-CAD tools coming out. Some are finding users; some are raising millions in funding. Many new ones are coming out all the time, so we...


































