
Sweden: Improving Writing Resolution in Electro-hydrodynamic 3D Printing

In the recently published, ‘Increasing the Writing Resolution for Electro-hydrodynamic 3D-Printing: by Active Steering of e-jet,’ author Henrik Dan Bergman explores fabrication techniques in the microscopic realm for his thesis in Microsystems Technology at Sweden’s Uppsala University.
Electrohydrodynamic 3D printing is a central focus, and especially due to its ability to print with thermoplastics. Historically, however, there have been challenges with writing resolution due to the rigors of the production process. Bergman considers whether it would be possible to improve writing resolution with a closed-loop feedback system.

Crucial components for melt EHD printing. Reproduced from [7].
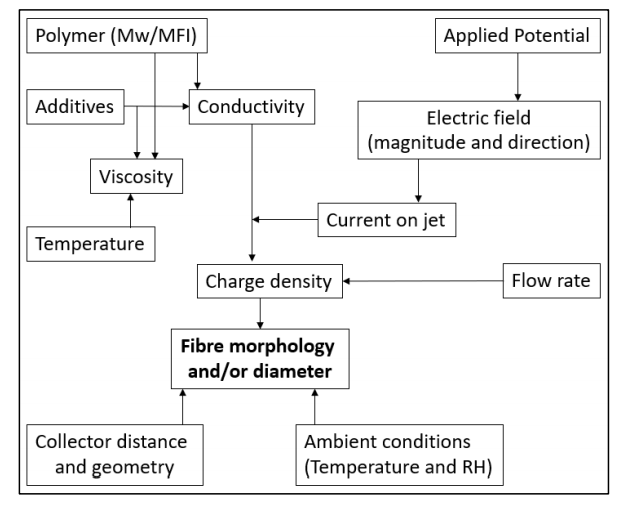
Parameters affecting the diameter of the printed fiber.
The experimental system consisted of:
- An EHD printing setup with the feedback control loop
- CCD-camera for measuring fiber positions
- Computer running a MATLAB script
- PID controller for calculating how to send the high voltage amplifier through a microcontroller
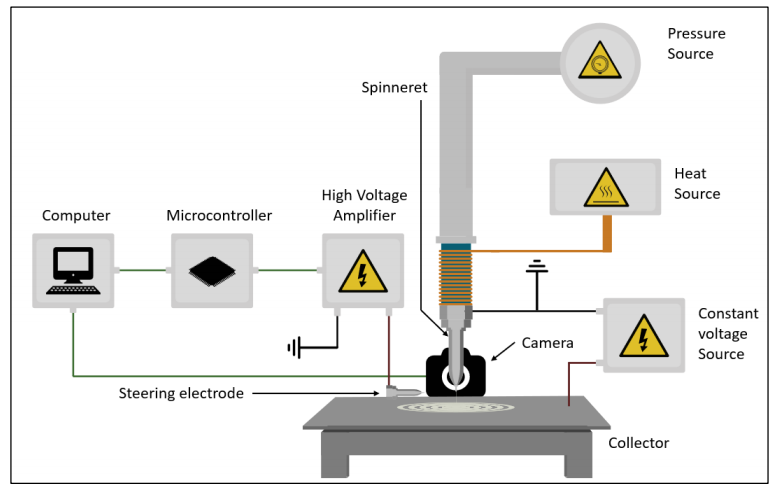
Schematic of the setup created during this thesis, the figure is a modification of reproduction from [7]. A camera captures images of the fibre directly below the spinneret. The images are processed by a MATLAB script to determine the position of the fibre with respect to the spinneret. The script calculates a suitable potential, which is digitally transmitted to a microcontroller. The microcontroller reads the value and outputs an analogue signal after passing a RC-filter. The analogue signal is then amplified by a high voltage amplifier before connected to an electrode in vicinity of the e-jet.
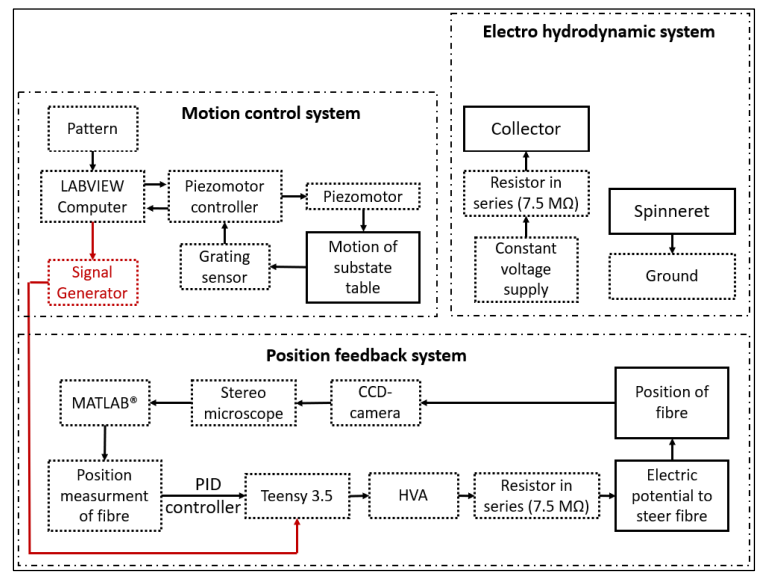
A schematic illustration of the printer’s systems. Apart from was already been mentioned, a stereomicroscope was used to magnify the e-jet before recording by the CCD camera. Furthermore, a resistor was placed in series with the HVA and guiding electrode to protect the equipment. The motion control system and the EHD system had been built previously. The red marked signal generator enabled one-way communication from the LabVIEW program to the MATLAB script.
Overall, the technique that the author experimented with did not prove to be suitable enough ‘for such high control without additional elements of control.’ Bergman was not convinced of the efficacy of this method as the potential for the charged fibers was not able to be used, and force was not proportional to the distance of the deposited fiber. Neutralizing the deposited fiber charge is an option, keeping in mind that the e-jets are ‘profoundly affected’ by the environment in terms of moisture and heat.
“This could be an advantage if a device capable of creating different zones with variable humidity and temperature could be integrated into the system. Such a controlled environment might be possible to create with a laminar flow of tempered and humidified gas in the xy-plane,” stated the author. “By having analogue control of the gases humidity and several gas outlets mounted in the z-direction, it would be possible to control the fibre-fibre attraction and repulsion and at the same time be able to guide the e-jet. Such a system would have to handle the forced convection present as a result of the coronial discharge in the vicinity of the spinneret. The author’s opinion is that such environmental control is needed for permitting printing of high-density structures.”
Ultimately, the PID-controlled system was accurate with position control in place, and the closed feedback system offered specifications as follows: response rate equivalent of 33 Hz, camera resolution of 1.2 µm/pixel, and potential for high voltage amplifier measured to ±15 V.
“The result further suggests that the precision of the printed fibres’ placement could be increased through the utilisation of optimised PID parameters, decreasing the distance between where the fibres’ position is acquired and where the fibres are finally deposited and reducing the distance between the guiding electrode and the substrate surface,” concluded Bergman.
3D printing is often connected with a variety of different closed-loop systems, whether for multi-tool hardware, DIY projects, or monitoring and inspection. Find out more about how a closed-loop feedback system is helpful in electro-hydrodynamic 3D printing here.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
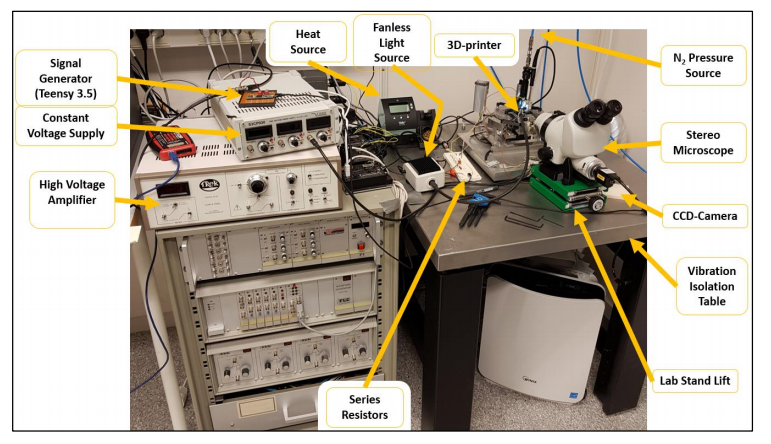
An overview of the printing equipment with the most vital components marked.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
3D Printing Unpeeled: New Arkema Material for HP, Saddle and Macro MEMS
A new Arkema material for MJF is said to reduce costs per part by up to 25% and have an 85% reusability ratio. HP 3D HR PA 12 S has been...
3D Printing News Briefs, January 20, 2024: FDM, LPBF, Underwater 3D Printer, Racing, & More
We’re starting off with a process certification in today’s 3D Printing News Briefs, and then moving on to research about solute trapping, laser powder bed fusion, and then moving on...
3D Printing Webinar and Event Roundup: December 3, 2023
We’ve got plenty of events and webinars coming up for you this week! Quickparts is having a Manufacturing Roadshow, America Makes is holding a Member Town Hall, Stratafest makes two...
Formnext 2023 Day Three: Slam Dunk
I’m high—high on trade show. I’ve met numerous new faces and reconnected with old friends, creating an absolutely wonderful atmosphere. The excitement is palpable over several emerging developments. The high...




























