PLA in FDM 3D Printing: Studying the Effects of Porosity & Crystallinity

In the recently published, ‘Effect of Porosity and Crystallinity on 3D Printed PLA Properties,’ international researchers look further into FDM (FFF) 3D printing with PLA, examining physical changes during fabrication. Mainly, the researchers were concerned with the connection between not only porosity and mechanical properties but also crystallinity.
Reminding us that it can be difficult to find ‘optimal printing conditions’ in FFF 3D printing, the researchers prepared for creating several iterations—being especially aware that this is necessary when the polymer is semi-crystalline—as is the case with PLA. Biodegradability is one of the biggest selling points with PLA, along with its accessibility and availability too. Many choices are also offered in color and texture. PLA still offers challenge, however, and is prone to disordered conformation of crystals.
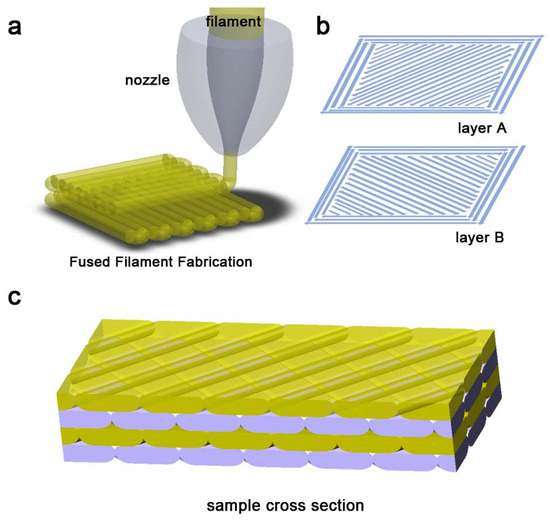
a) An illustration of the FFF process and (b) samples printing pattern (±45°). (c) An illustration of the sample cross section.
“These crystals are metastable both at the temperature of their formation and below. From the melt, the polymer tends to crystallize in the α form but also partially crystallizes in the α’ form at lower temperatures,” stated the researchers. “In this case, the PLA has higher internal stresses and presents a lower thermal and mechanical stability. Moreover, the printing process forces semi-molten PLA to flow through a narrow nozzle, and this process induces an orientation of the polymer chains as investigated in a previous study.”
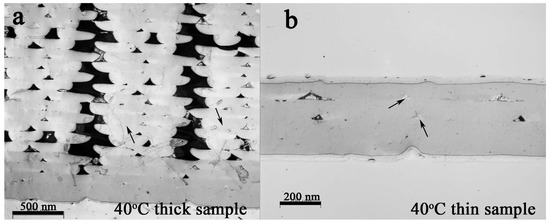
The cross section of the (a) thick and (b) thin PLA samples printed on the build-platform heated at 40 °C. The bar in (a) is 500 μm. The bar in (b) is 200 μm.

The cross section of the (a) thick and (b) thin PLA samples printed on the build-platform heated at 80 °C. The bar in (a) is 500 μm. The bar in (b) is 200 μm.
PLA 4043D (NatureWorks, Minnetonka, MN, USA) was used in the study, with filaments manufactured with a single-screw extruder. An Ultimaker 3 was used in final testing of samples. A cross-section was then examined so that researchers could find out more about the effects of porosity. During the study, PLA was found to be defective due to nozzle contact with the polymer. Four-layer thin samples were created too as the researchers continued to expand their studying.
3D printing with PLA is attractive to many users around the world due to the ease in use, affordability, and other applications. The team discovered that a trial-and-error approach is usually necessary.
“Morphological investigations of specimens’ cross-sections revealed the formation of numerous pores in the specimens’ cross-sections, particularly in the middle and top layers,” concluded the researchers. “Moreover, thinner samples and lower build-platform temperatures led to higher mechanical properties thanks to a higher degree of orientation (as determined by 2D-XRD patterns).
“In addition, lower mechanical properties were found when the instable δ crystalline form was present. However, the elastic moduli of almost all the samples are comparable to that of the injection-molded sample (i.e., the isotropic one). A thermal treatment (annealing at 120 °C for 10 min) was investigated in order to remove internal stresses and change the crystallinity of the printed samples.”
FIG 3
Porosity continues to be an ongoing point of concern in 3D printing, and is the center of a plentiful number of research studies from controlling porosity with activated carbon to eliminating it with capillary force, and examining the effects on lattice structures. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
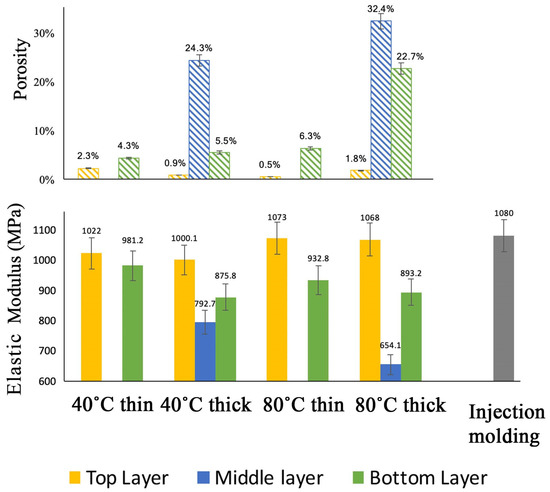
Porosity and elastic modulus of the samples.
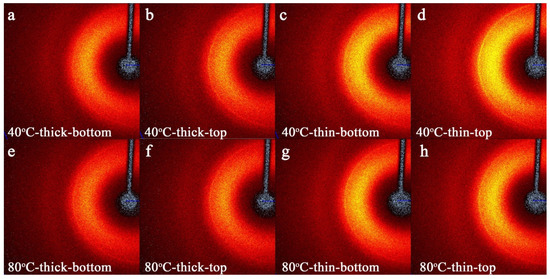
The 2D-XRD patterns for the (a) 40 °C-thick-bottom sample, (b) 40 °C-thick-top sample, (c) 40 °C-thin-bottom sample, (d) 40 °C-thin-top sample, (e) 80 °C-thick-bottom sample, (f) 80 °C-thick-top sample, (g) 80 °C-thin-bottom sample, and (h) 80 °C-thin-top sample.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
AMUG 2026 to Feature LEGO, Aerospace Collaboration Keynotes
AMUG 2026 puts the spotlight on the people and partnerships driving additive manufacturing forward. According to AMUG’s pre-conference overview, this year’s agenda reflects cross-industry collaboration, hands-on learning, and tangible business...
Generative AI Is Moving From Design to Factory Floors: TCT Asia 2026 Shows the Full Workflow
Generative AI is rapidly moving beyond digital experimentation and into real manufacturing environments — but the key challenge remains: can AI-generated 3D models move seamlessly from creation to production? At...
From “Magic” to Metal: How Intrepid Automation Wants to Make 3D Printing Matter at Scale
Ben Wynne still talks about 3D printing the way people do when they’ve felt that “wow” moment up close. Back in the early 2000s, he was working at HP’s advanced...
From Vision to Volume: The Next Chapter for Additive Manufacturing
Additive manufacturing has spent years navigating skepticism, hype cycles, and industrial validation. Now, the industry finds itself at a decisive turning point. The conversation has shifted away from futuristic possibilities...