PEEK, PEKK and ULTEM May Just be the 3D Printing Thermoplastics You Need in Your Life


There was definitely life before plastics, but today we can’t imagine living without them. Before they were even invented (the first synthetic polymer was developed in 1869 by John Wesley Hyatt as a substitute for ivory) we had alternatives and reusing was quite a big trend -luckily it’s coming back. In 2015, over 320 million tons of polymers (excluding fibers) were manufactured across the globe, a great number of thermoplastics went to the automotive sector -to reduce weight and achieve greater fuel efficiency standards-, and over 70 million tons of thermoplastics per year were used in textiles, mostly clothing and carpeting. But one of the most interesting thermoplastics out there are the high-performance ones, specialized for very demanding applications. Although they account for less than 1 percent of the total market share of all thermoplastics, they are becoming ever more important due to its possibilities in industries that demand high-heat resistant, chemically unreactive, mechanically strong, recyclable and lightweight materials.
 In a recent webinar, Abraham Avalos, one of the scientists at Montreal-based AON3D, along with the company’s Application Specialist Viv Campbell, explained how today industrial 3D printing is taking advantage of high-strength thermoplastics PEEK, PEKK, and ULTEM (also called PEI), which are used in many engineering applications in difficult environments. When 3D printing is combined with thermoplastics, it is possible to manufacture optimized and high-quality parts for real use. Originally commercialized for the industry in the 1980s, PAEK (a family of high-temperature thermoplastic polymers which include PEEK, PEKK) were very popular but expensive and exclusive due to patenting. Now, these materials, although costly, cost less than some other manufacturing filaments.
In a recent webinar, Abraham Avalos, one of the scientists at Montreal-based AON3D, along with the company’s Application Specialist Viv Campbell, explained how today industrial 3D printing is taking advantage of high-strength thermoplastics PEEK, PEKK, and ULTEM (also called PEI), which are used in many engineering applications in difficult environments. When 3D printing is combined with thermoplastics, it is possible to manufacture optimized and high-quality parts for real use. Originally commercialized for the industry in the 1980s, PAEK (a family of high-temperature thermoplastic polymers which include PEEK, PEKK) were very popular but expensive and exclusive due to patenting. Now, these materials, although costly, cost less than some other manufacturing filaments.
“Ultra polymers are stable at high temperatures (exceeding 300°C), resistant to chemical and radiation damage, compatible with many reinforcing agents, stronger than many metals, and with high mechanical characteristics, making them extremely attractive in industrial applications in various industries, like aerospace, oil and gas, nuclear, marine, biomedicine, tooling, and the automotive sector,” said Avalos, one of the research scientists at AON3D.
After 1985, frequently used formulations in 3D printing were polymers, both PEEK and PEKK are semicrystalline (but amorphous grades of PEKK are now available) whereas ULTEM is amorphous. According to Avalos, it is the Glass Transition Temperature (Tg) that defines the state of the polymer, that is “the temperature where our polymer changes from an amorphous state to a more flexible rubber state.” These “semicrystalline polymers exhibit both crystalline (arranged in ordered packed manner) and amorphous structures.” PEEK, for example, is extremely resistant compared to most other plastics and has a Tg of 143°C and a melting temperature of 343°C.

“Thermal resilience also means that some high-performance thermoplastics will resist thermal degradation and are compatible with ultra-high vacuum applications, which are necessary for many use cases in the aerospace industry and the biomedical field (making it ideal for parts that need to be sterilized at high temperatures).”
Moreover, PEEK offers excellent mechanical and chemical resistance properties, a characteristic that the automotive sector is quite interested in because the materials thermal resistance, high strength, and durability can withstand under-the-hood temperatures and enable functional prototyping at a lower cost than ever before achievable.
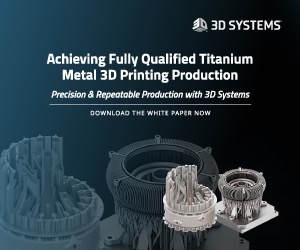
Medical grade and implantable biomaterials, such as PEEK, could also be used in neurological applications to help control epilepsy, Parkinson’s disease, and even brain trauma; or even used in spinal fusion devices. PEEK has had the greatest clinical impact in the field of spine implant design and is now broadly accepted as a radiolucent alternative to metallic biomaterials in the spine community. Following confirmation of its biocompatibility two decades ago, PAEKs have been increasingly employed as biomaterials for orthopedic, trauma, and spinal implants.
Printing with PEEK
Avalos explains that thermal resistance is an important quality of thermoplastics and that withstanding extreme temperature conditions is one of the considerations people make when looking to use them in their manufacturing processes:
“When 3D printing, the crystallization rate is never constant and is largely impacted by the environment where the molten polymer is extruded. The printing environment has many temperatures affecting the layers, like the chamber temperature, the convection currents in the chamber, and the temperature at the nozzle. So quick changes in temperature between the extruder and the environment can result in an overall low percentage of crystallization.”

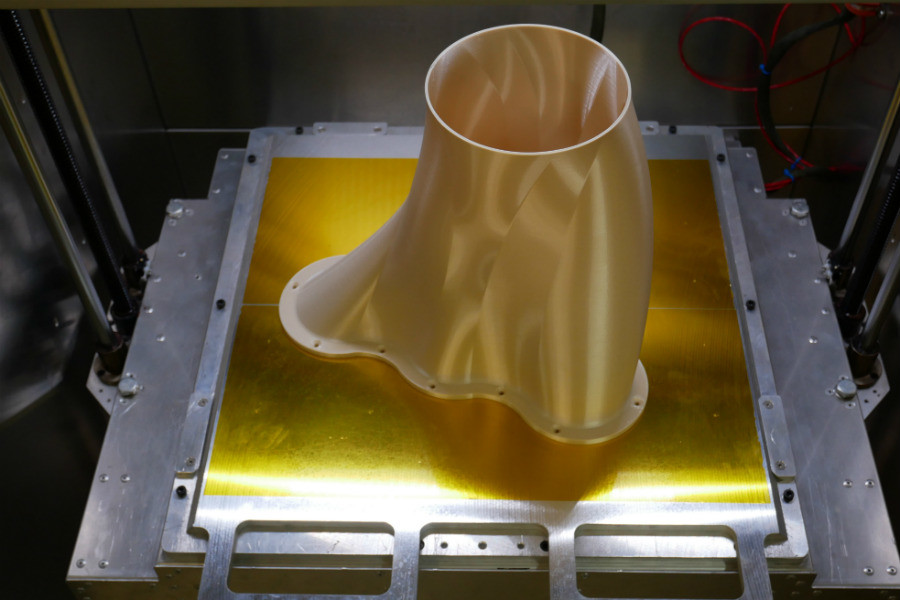
PEKK 3D printed parts
“PEKK looks a lot like PEEK, and its crystallization behavior is similar, but it has a slightly higher Tg of 160°C vs. 143°C for PEEK, 305°C melting point for its pseudo amorphous grade, and 332°C melting point for its semicrystalline grade. Unlike PEEK, PEKK crystallization rate is slightly slower, which makes it much easier to control and can lead to better layer welding,” claimed Avalos.
Yet many experts also consider that even the most modern versions of PEKK are still more difficult to crystallize than PEEK, which is probably why PEEK is one of the most talked about thermoplastics in the printing market.
Amorphous, high-performance thermoplastic ULTEM™ is also very resistant and, like most amorphous polymers, are thermoform capable, translucent and easily bonded with adhesives or solvents, very useful in aerospace and automotive industries due to its chemical resistance to many fluids. Moreover, ULTEM™ is substantially less expensive than other high-performance thermoplastics and has great physical properties, such as high heat, solvent and flame resistance.
What is printing with ULTEM™ like?
Avalos suggests that some of the challenges when 3D printing high-performance materials include warping, shrinkage, and deformation.
“Semicrystalline polymers offer a unique challenge since crystallization can lead to further shrinkage, which builds internal stress that may in turn lead to deformation. Crystallization at the lower layer may change migration in the interlayer welding with the following layer. Thermoplastics typically decrease in volume and stay cool from molten to solid states, the environmental temperature included in chamber and bed have major impacts on how much the first layer shrinks as it is deposited, the following layer that is deposited will also go through the same cooling and shrinking process creating residual stress that exists within the part and accumulates layer by layer,” he said. “High-strength materials like PEEK and ULTEM™ need an actively heated build chamber, or else they will suffer from poor layer bonding, and extremely low part strength.”

Campbell and Avalos from AON3D
Avalos claims that to avoid shrinkage, material change from molten to solid states, and reduce residual stress within the part, the temperature environment of the extruder, the heated chamber, and the bed are really important. Polymers are quite popular right now, but in the past temperature was a big obstacle, so he recommends that “amorphous polymers are printed at the highest possible chamber and bed temperature, keeping the bed temperature as close to the Tg as possible to maintain a uniform temperature profile for the overall environment,” something some printers are built to do now.
He also suggests that it is key to “understand the material of your build plate” and its “interaction with your printed material”, since all first layer adhesions can cause warping, whereas excessive bed temperatures can result in the first layer adhering too strongly to the bed, making part removal almost impossible and potentially damaging the bed and the part. While if the bed is too cold, the first layer may not attach strongly, and the part may warp in the middle of a print run.
“For both amorphous and semicrystalline materials, it is crucial that the environment where layer welding occurs is carefully controlled to ensure good parts’ strength.”
Thermoplastic products can perform as well as and in some cases even outperform metals in strength-to-weight and strength-to-stiffness ratios, yet the thermoplastics are not cost-effective when it comes to mass production and can’t yet print very big parts.
Finally, Campbell gave key points to choose the right printer for the job.
“There are a number of components that are key to consider when looking at an industrial 3D printer for PEEK, PEKK and ULTEM™, not least of which are the elements involved in managing the temperature of your key environments inside the printer: the hot ends, the build plate, and the chamber. For high-performance polymers, you will need a hot end that can reach and exceed the materials melting temperature in the case of semicrystalline polymers, or well above the glass transition temperatures in amorphous polymers.”
She recommends professionals to look for printers that offer cooling systems, such as a liquid cooling loop tied into the hot ends, which extend the component lifetime and also offer precision control over the filament softening profile within the hot end.
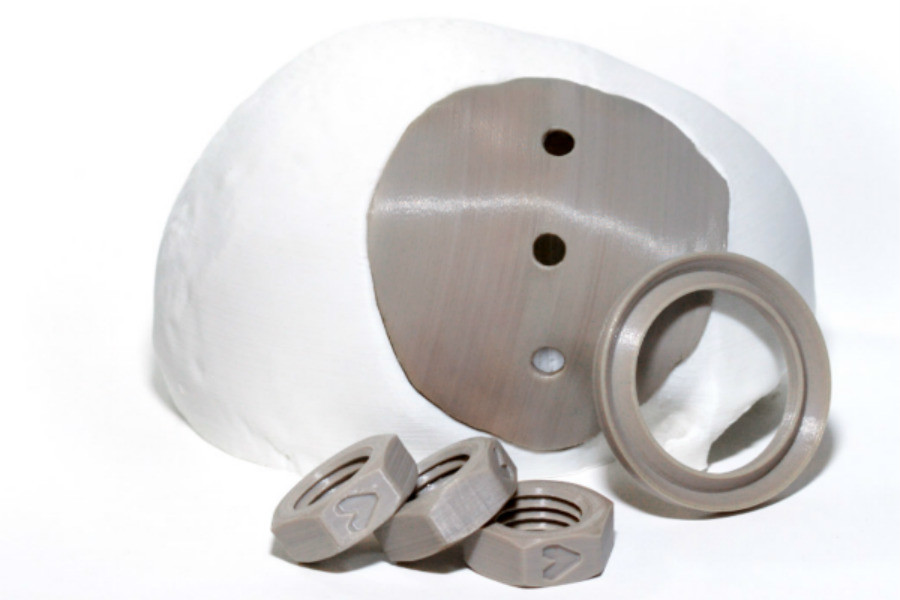
AON3D printing large, dense, heavy duty carbon fiber filled ULTEM parts
Additionally, she claims that the printer should have an enclosed chamber, as well as a heated build plate that can reach suitable temperatures to enable the molten polymer to grab deeply into the cavities of the surface and also create good attraction between the two materials – in particular, while 3D printing PEEK – since the heat flow from the build plate surface helps to accelerate the crystallization process. She also recommends an enclosed chamber with active chamber heating, meaning there is a mechanism for circulating the air in the chamber to ensure that it creates isothermal conditions throughout the print run.
“Some 3D printers offer chamber heating that lacks that active component which results in uneven heat distribution and can create additional challenges for achieving high-quality prints.”
Campbell also considers that the buyer should explore 3D slicer software for 3D printing as well as any software used for controlling the machine, whether the provider includes machine-specific build profiles for key materials, if the system is an open or closed material platform, and if the professional can control the 3D printer remotely from a computer.
“Unlike other plastics that might lend themselves to post-processing techniques, such as bonding that allow you to fit together smaller parts, PEEK, PEKK and ULTEM™ parts offer some challenges in this arena, which is why it is incredibly useful to print larger parts all together in one piece. This is why, at 450x450x640 millimeters, AON3D’s latest printer AON-M2 has a built chamber that is massive,” she revealed.

The AON-M2 printer by AON3D
Over the last few years, many companies began developing FDM (Fused Deposition Modelling) machines for 3D printing with thermoplastics. Now aimed at the professional industrial arena, these printers are becoming more common. Originally, Stratasys was the only company developing printers that could handle the high temperatures required to melt the polymers. But that quickly changed and now we are seeing many companies creating innovative approaches for printing PEEK, PEKK and ULTEM™ in FDM printers, like AON3D, China’s Intamsys, or Finland’s MiniFactory.
The AON-M2 is a complete redesign of the AON-M, with a whole new architecture, improved components, and automated operation. It’s capable of printing large-format parts such as tooling, jigs, fixtures and full-scale components. The AON-M2 has two independent print heads and has tackled some of the more complex issues related to these polymers.
About the company
AON3D was founded by a team of materials engineers with a focus on improving accessibility to AM with functional materials. They believe that 3D printing of high thermoplastics and achieving high-quality parts requires expertise beyond PLA desktop system, so they recommend investing in a hardware original equipment manufacturer that is also geared up to be a solution provider. Canada is a great environment to work in since the government is devoting a lot of money to developing ecosystems and clusters in its major cities. In Montreal, there is an AI and machine learning cluster, and Ontario has developed the Advanced Manufacturing Supercluster which will build up next-generation manufacturing capabilities, incorporating technologies like advanced robotics and 3D printing, by focusing on training and technology adoption.

AON3D workspace
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Product Market Fit: Nikon Advanced Manufacturing CEO Hamid Zarringhalam on How Defense Demand is Pushing Metal AM to Scale
After years in which the additive manufacturing (AM) industry gained a reputation for its hype outpacing its performance, an interesting development has emerged recently. In certain market segments, at least,...
Beyond Thermoplastics: Why JuggerBot Is Betting on Hybrid AM
For years, thermoplastics have been the workhorse of additive manufacturing (AM). They are pretty easy to process, available, and compatible with many of today’s industrial 3D printers. From prototypes to...
Beehive Industries Invests $70M in Ohio to Support Its Advanced Manufacturing Buildup for Propulsion
Beehive Industries and the state of Ohio have each been killing it in the metal 3D printing game. Naturally then, it was only logical for Beehive and Ohio to combine...
IperionX Raises $50 Million to Expand U.S. Titanium Production
IperionX has raised about $50 million through a public offering to speed up the commercial rollout of its U.S. titanium manufacturing business. The company sold 2.275 million shares at $21.98...