French Researchers Develop Algorithm to Generate Interior Ribbed Support Vaults for 3D Printed Hollow Objects



Hollowed Bunny printed with our method, using only 2.2% of material inside (compared to a filled model). The supports use 316 mm of filament over a total of 1,622 mm for the print).
In 3D printing, every layer of material must be supported by the layer below it in order to form a solid object; when it comes to FFF 3D printing, material can only be deposited at points that are already receiving support from below. French researchers
The abstract reads, “To reduce print time and material usage, especially in the context of prototyping, it is often desirable to fabricate hollow objects. This exacerbates the requirement of support between consecutive layers: standard hollowing produces surfaces in overhang that cannot be directly fabricated anymore. Therefore, these surfaces require internal support structures. These are similar to external supports for overhangs, with the key difference that internal supports remain invisible within the object after fabrication. A fundamental challenge is to generate structures that provide a dense support while using little material. In this paper, we propose a novel type of support inspired by rib structures. Our approach guarantees that any point in a layer is supported by a point below, within a given threshold distance. Despite providing strong guarantees for printability, our supports remain lightweight and reliable to print. We propose a greedy support generation algorithm that creates compact hierarchies of rib-like walls. The walls are progressively eroded away and straightened, eventually merging with the interior object walls.”
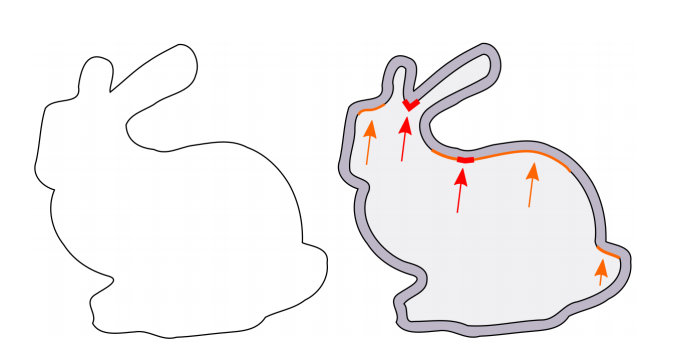
Figure 2: A Stanford bunny model is hollowed using a standard offsetting approach. The resulting cavity (R) will not print properly due to local minima (red) and overhanging areas (orange).
While most people think of 3D printing supports as external ones that support overhanging parts of an object, the interior of an object may also need support structures.
“Hollowing a part is not trivial with technologies such as FFF,” the researchers explained. “In particular, the inner cavity resulting from a standard hollowing operator will not be printable: it will contain regions in overhang (with a low slope, see Figure 2) as well as local minima: pointed features facing downwards. There is therefore a need for support structures that can operate inside a part.”
Inner supports should occupy a small amount of space with the print cavity, and the impact on overall print time should be slight. Other researchers have contributed a variety of ideas in terms of support structures with 3D printed hollowed objects, including:
- sparse infills
- self-supported cavities
- external supports as internal structures
“We propose an algorithm to generate internal support structures that guarantee that deposited material is supported everywhere from below, are reliable to print, and require little extra material,” the researchers wrote. “This is achieved by generating hierarchical rib-like wall structures, that quickly erode away into the internal walls of the object.
“Our algorithm produces structures offering a very high support density, while using little extra material. In addition, our supports print reliably as they are composed of continuous, wall-like structures that suffer less from stability issues.”
Hollow kitten model printed with our method and split
in half vertically.
The researchers explained how to support a 3D object by “sweeping through its slices from top to bottom” and searching for any unsupported parts, then adding necessary material below them in the next slice; this material doesn’t need to cover the entire unsupported area, and can take any shape.
“The amount of material added can also be larger than the area needing support. Depositing more material than necessary comes at the price of longer printing times, but can be interesting to significantly improve printability,” the researchers explained. “Large, simple support structures often are faster to print than complex, smaller structures. Indeed, when multiple disconnected locations need to be supported, it is in many cases more effective to print a single, large structure. It encompasses and conservatively supports many small locations. This is more effective than supporting isolated spots, which individual support size may be very small and therefore difficult to print, and which will inevitably increase the amount of travel and therefore print time (taking nozzle acceleration and deceleration into account).”
The team then explained their algorithm for ribbed support vault structures. The idea is to use three main operations to produce supports: propagating and reducing supports from the above slice, detecting areas that appear to be unsupported in the current slice, and adding the supports needed for it.
“Our inspiration comes from architecture, where supports are generally designed in an arch (and vault) like manner. In particular, vaults tend to join walls in any interior space, with only a few straight pillars directed towards the floor. Similarly, many vault structures present hierarchical aspects. Such hierarchies afford for dense supports while quickly reducing to only a few elements – much like trees,” they wrote.
“Within each slice we favor supports having a rectilinear aspect: they provide support all around them while eroding quickly from their ends. Thus, within a given slice, we seek to produce rectilinear features covering the areas to be supported.
“We propose to rely on 2D trees joining the object inner boundaries. Through the propagation-reduction operator, the trees are quickly eroded away (from their branches). Taken together across slices, the trees produce self-supported walls that soon join and merge with the object inner contours, much like the ribs of ribbed vaults.”
The team 3D printed a variety of PLA models with the same perimeters on different systems. Orange models were fabricated on an Ultimaker 3, while the yellow Moai was printed on an Ultimaker 2 and the octopus on a CR-10. A Prima P120 was used to make white models, the blue Buddha was printed on an eMotion Tech MicroDelta Rework, and a dual-color fawn was made on a Flashforge Creator Pro.

Demon dog printed using our method for external support.
The quality of these prints matches models with a dense infill, thanks to the full support property offered, and the algorithm generates multiple small segments that require individual printing, which led to many “retract/prime operations surrounding travels.”
“Depending on the printer model used, the quality of the extrusion mechanics, the user-adjustable pressure of the dented extrusion wheel on the filament, as well as the brand of the filament itself, a small amount of under-extrusion may happen,” the team explained.
“To compensate for this, we perform a 5% prime surplus at the beginning of each support segment: if the filament was retracted by 3 mm before travel, we push it back by 3.15 mm after travel. Because the extra prime may create a bulge, we avoid doing it when located too close to perimeters, so as to not impact surface quality.”
The team also evaluated how much material their method needed, and compared this with materials used for iterative carving and support-free hollowing methods. They also noted how layer thickness impacted support size, and recorded processing times.
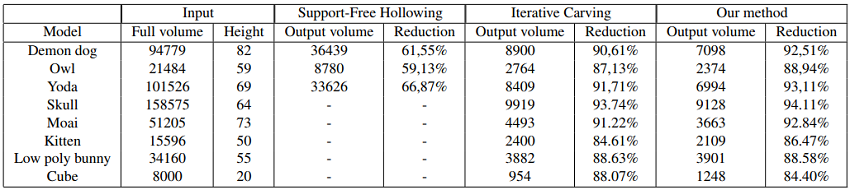
Comparison with Support-Free Hollowing and Iterative Carving. The input volume represents the volume (in mm3) and height (in mm) of the model.
“While producing supports of small length, our algorithm is clearly not optimal. This is revealed for instance on low-angle overhangs,” the team wrote. “The inefficiency is due to the local choice of connecting support walls to the closest internal surface, ignoring the material quantity that will have to appear in slices below. While a more global scheme could be devised, it could quickly become prohibitively expensive to compute.”
The researchers concluded that their algorithm ensures complete support of deposited material, which can be helpful for extruding viscous or heavy materials like concrete and clay. They believe that their method for 3D printing hollowed objects through generating ribbed internal support structures could one day lead to novel external support structures as well.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
AMPulse Asia: India’s Orbital Launch Headlines a Busy Second Half of July
The second half of July brought major developments across Asia’s additive manufacturing sector. Highlights included India’s first private orbital launch powered by 3D printed engines, a billion-yuan ownership change at...
Australian OEM AML3D Closes Record Year, Eyes $54M Global Sales Pipeline
The US Department of Defense (DoD) finally seems to be implementing a strategy it has spent years refining, centered on bringing its international allies and partners more into the fold...
Xaar’s Nitrox Print Heat Lets ZCZH 3D Print Wax for Casting
Xaar has been quietly enabling more and more 3D printing firms to use novel materials and processes through its print heads. The company provides application support and knowledge to unlock...
Continuum Powders & AM Research White Paper Argues that Circular Economics is Central to Scaling Metal AM
Pretty much everyone is aware that, over the last several decades, Western nations have continuously ceded control over manufacturing supply chains to China. It has been less widely appreciated that...