
ABS: Researchers Test Temperature & Speed Settings in FDM 3D Printing

 In ‘Layer-to-Layer Physical Characteristics and Compression Behavior of 3D Printed Acrylonitrile Butadiene Styrene Metastructures Fabricated using Different Process Parameters,’ Wright State University researcher Sivani Patibandla investigates how well ABS performs under pressure, measuring varied responses to temperature and speed, using a MakerBot 2X Replicator 3D printer.
In ‘Layer-to-Layer Physical Characteristics and Compression Behavior of 3D Printed Acrylonitrile Butadiene Styrene Metastructures Fabricated using Different Process Parameters,’ Wright State University researcher Sivani Patibandla investigates how well ABS performs under pressure, measuring varied responses to temperature and speed, using a MakerBot 2X Replicator 3D printer.
Fabrication of phononic metastructures (often lattice or periodic structures) was examined in comparison to a multitude of previous studies regarding materials and 3D printing, as Patibandla used FDM 3D printing for this study employing several different types of hardness tests. Nine different 3D printed cubes were produced with 50 percent infill density using three different speeds. Samples were created in SolidWorks, fabricated on the MakerBot, and then compression tests were performed using INSTRON 5500R.
“Stress-strain curves are plotted for the samples and the modulus, yield and failure stress are compared. The physical characteristics such as the shape and the size of printed fibers in each layer, the fiber distance, and the fiber-to-fiber interface are investigated,” states Patibandla in her thesis. “In addition, their effects on mechanical characteristics of 16 of the printed samples are examined and interpreted with respect to the layer physical characteristics. The hardness test is done by using MICROMET 1 with a load of 25gf. The micro indenter is indented at contact of the fibers from top and cross section for all the samples to compare their effects with change in fabrication temperature and fabrication speed.”
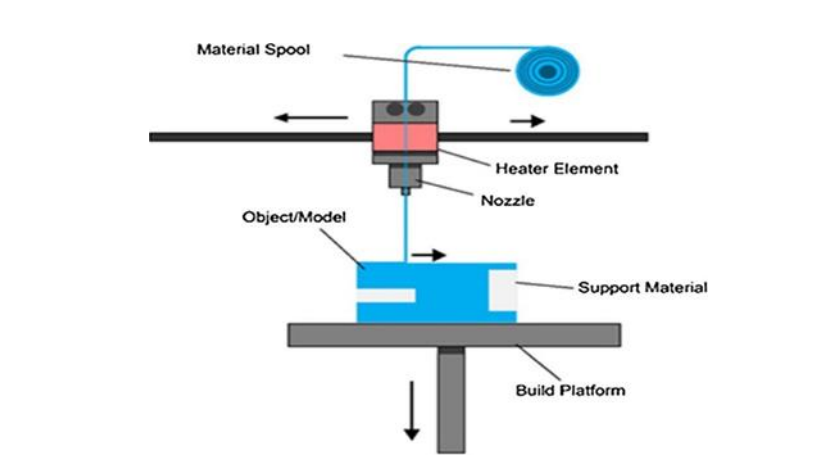
Schematic diagram of FDM process
Each cube had a build size of 30 mm × 30 mm ×30 mm, with side shells removed via milling so that research could be more easily performed—ultimately resulting in dimensions of 24 mm × 24 mm × 30 mm. Patibandla points out that they were able to vary the following variables:
- Print fabrication speed
- Extrusion fabrication temperature
- Infill percentage
- Infill geometry
- Layer thickness
- Other parameters
Parts were built at temperatures of 210˚C, 230˚C, 250˚C and fabrications speeds of 100 mm/s,125 mm/s, and 150 mm/s. The cubes were viewed from the top using three different magnifications of 6.3, 18, and 20.
“For each sample, the readings are taken at 6 different locations and average value is considered to understand uncertainty. From the measured values it was observed that there is a large gap between the fibers at low fabrication temperatures and the gap decreased with increase in fabrication temperature,” stated the researcher.
Cross sections were also viewed at magnifications of 10,16, and 18. Patibandla noted that fibers from low fabrication temperatures seemed more uniform than those 3D printed at high printed temperatures. Compression testing was performed under displacement control of 0.5 mm/min, with each sample compressed up to 15 mm crush length, at 50 percent of heights.
Stress-strain curves were plotted to find the following:
- Modulus of elasticity
- Yield strength
- Failure strength
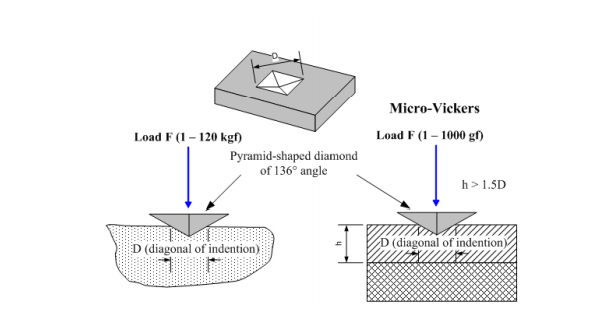
Vickers hardness test
In evaluating hardness, the Vickers test was used on all the samples.
“The first set of specimens were indented with a load of 25 gf from top at 3 different locations and the average value of results is taken to get accurate results. Whereas the second set of samples are indented with the same load of 25 gf from the cross section at the intersection point of the fibers. The test is done at 3 different locations and average value considered as the result. Since the surface is not flat while indenting from the top, only the length of indentation in the fiber length direction is recorded that is a function of hardness,” stated Patibandla.
In using three different 3D printing speeds at 100 mm/s, 125 mm/s, and 150 mm/s, the modulus increased as temperature increased from 210 ˚C to 250 ˚C.
“The maximum value is observed for condition 9 which Yield Strength Failure Strength 51 is at a fabrication temperature of 250 ˚C and minimum value at 210 ˚C. The maximum modulus of elasticity is about 321.8 MPa and minimum is 179.1 MPa. It is observed that there is a large increase in modulus from 210 ˚C to 230 ˚C of about 56.7% whereas a small increase of 14.6% from 230 ˚C to 250 ˚C,” said Patibandla.
All results pointed toward more yield and failure strengths in the presence of higher temperatures. The research also showed that speed did not affect any mechanical characteristics.
“From observing all the results and comparing them it is concluded that higher the fabrication temperature better the mechanical properties, and vice versa. However, the printed fibers are more uniform and well-rounded at lower fabrication temperature. It is also observed that the fabrication speed has no effect on any of the physical or mechanical characteristics,” Patibandla concluded.
“In case of physical characteristics from the optical microscopic images and measurements it is clear that at high fabrication temperature the distance between the fibers is less and more at low fabrication temperatures. It is concluded that to get the good or high mechanical properties high fabrication temperatures are preferable. Low fabrication temperatures can be used for acoustic type applications because of their uniformity.

What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
WARNING: We do wish to point out a word of warning here. Your actual printing temperature may be different from the one indicated. It is not uncommon to find desktop 3D printers that are printing +/- 20 Degrees C from their indicated temperature. The cause of this could de a number of things but it mostly related to the fact that many manufacturers do not test for the actual nozzle temp per individual unit using an external temperature probe (eg an infrared thermometer). This combined with the variability of mounting of temperature sensors on the head leads to differences between units. This means that printing at 240 C may actually mean that you may be printing at 260 or above. With 3D printing, in general, we would suggest that you use a fume hood to reduce the harmful chemicals and particles that you may inhale. Specifically, when printing right below, around or at the degradation temperature of any material we would urge caution. With ABS the thermal degradation temperature is around 260 C which means that an indicated print temperature on your printer of 240 C or above may actually mean that you are processing at 260 C and the ABS compound will at this temperature be releasing gasses such as but not limited to HCN. HCN or Hydrogen Cyanide is an extremely poisonous substance and contact with it should be avoided at all costs. We would urge all 3D printer users to use an external unit to measure actual nozzle temperature and to obtain a fume hood before printing. You wouldn’t want to drive your car without knowing what speed you’re going at.
Additional Reporting by Joris Peels (eg annoying but important warning)
[Source / Images: Layer-to-Layer Physical Characteristics and Compression Behavior of 3D Printed Acrylonitrile Butadiene Styrene Metastructures Fabricated using Different Process Parameters]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
3D Printing Financials: Fathom Struggles in Financial Quicksand During Critical Transition
Facing a year of key transitions and financial pressures, Fathom (Nasdaq: FTHM) has filed its annual report for 2023 with the U.S. Securities and Exchange Commission (SEC). The document outlines...
Latest Earnings Overview for Australian 3D Printing Firms Titomic and AML3D
Australian 3D printing manufacturing firms Titomic (ASX: TTT) and AML3D (ASX: AL3) reported their financial results for the period from July to December 2023, marking the first half of their...
3D Printing Webinar and Event Roundup: April 7, 2024
Webinars and events in the 3D printing industry are picking back up this week! Sea-Air-Space is coming to Maryland, and SAE International is sponsoring a 3D Systems webinar about 3D...
3D Printing Financials: Unpacking Farsoon and BLT’s 2023 Performance
In the Chinese 3D printing industry, two companies, Farsoon (SHA: 688433) and Bright Laser Technologies, or BLT (SHA: 688333), have recently unveiled their full-year earnings for 2023. Farsoon reported increases...




























