

Researchers Study the Microstructure of Laser Cladding


Distribution of crystallites in the cross-section of deposited droplets with different contact angle 10° (a) and 30° (b).
While metal additive manufacturing has plenty of benefits, it has its drawbacks as well. Two of those drawbacks are high production costs and often unpredictable failure of parts. Laser cladding (LC) is one commonly used method of metal 3D printing, but has an additional limitation that includes a narrow processing window. This is discussed in a paper entitled “On the role of capillary and thermo capillary phenomena on microstructure at laser cladding.”
“Direct numerical simulation (DNS) of heat-mass transfer during LC has proved to be a cost-effective method of searching for the optimal processing parameters which allows making a glance into this technology,” the researchers state. “Application of the DNS to test the troublesome regions that could be identified at the process planning stage can boost the quality and flexibility of direct fabrication.”
The researchers’ aim was to develop a coupled kinetic-hydrodynamic model of laser cladding for the microstructure simulation of the clad layer, taking into account the known contact angle of the melt and the substrate.
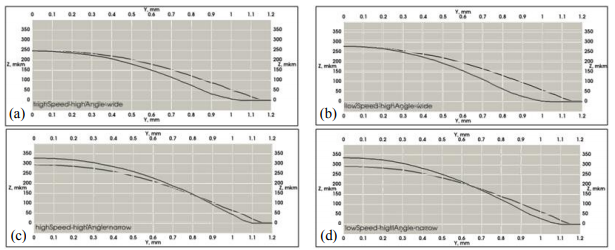
Cross-section at highspeed (a, c) and lowspeed (b, d) for wide (a, b) and narrow (c, d) powder jet
“The kinetic process is described by Kolmogorov‐Johnson–Mehl‐Avrami (KJMA) equation with non-uniform nucleation and growth rates,” the researchers continue. “The model allows investigating the spreading of molten powder onto a substrate with a different contact angle, to optimize and plan the LC process. The influence of contact angle on the main output parameters such as width, height and average crystalline size of the track is investigated. The model can account for oxidation, substrate roughness which is of great importance.”
The researchers simulated laser cladding by a non-scanning beam with coaxial nickel powder feeding, in order to study the influence of contact angle on the resulting microstructure. Substrates with a different wetting angle were used for that purpose. The powder was fed along with laser radiation on a cold substrate for 50 ms, forming a single drop. The laser radiation went off, the drop cooled and crystallization occurred.
The developed model, the researchers conclude, allows them to estimate the clad layer microstructure, taking into account the experimentally measured contact angle of the track and the substrate. The parameters of the substrate that influence the contact angle should be taken into account in the model.
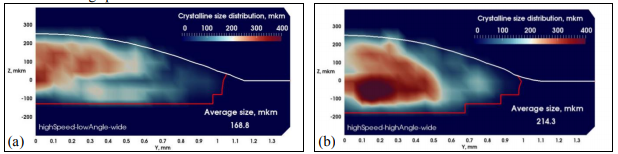
Crystalline size distribution in a cross section of cladded track for two values of contact angle
“The spreading behavior of cladded tracks is shown for various processing conditions,” the researchers state. “The powder jet radius showed dissimilar response to the contact angle change depending on the comparison to the melt pool width. In the case of wide powder jet the increase of the contact angle decreases the track width and the catchment efficiency but the height is remained constant. The decrease of track width is accompanied with height increase in the case of narrow powder jet. The possibility of LC of tracks with the same geometric parameters and at the same time a different microstructure is determined. It is shown that an increase in the contact angle of the melt leads to an increase in the average size of the crystallites in the deposited layer. Results can be used for the process planning and optimization of LC.”
Authors of the paper include M.D. Khomenko and F. Kh. Mirzade.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
Rice Researchers Use Microwaves to 3D Print Electronics
Rice University researchers have found a way to 3D print using focused microwaves. Published in Science Advances, Professor Yong Lin Kong and his team believe the technology could be used...
RAPID Roundup 2026: New Machines and Market Moves
RAPID + TCT 2026 wrapped up yesterday, but the show floor proved there’s a lot happening across the additive manufacturing (AM) space, especially when it comes to new hardware and...
RAPID Roundup 2026: Simulation, IPQA, Materials, Depowdering, & More
This year’s RAPID+TCT trade show is in full swing in Boston this week, and we already have plenty of news to share with you, from a simulation and optimization platform...
HP Continues to Lower Barriers to Adoption with Compact MJF 1200 & Other RAPID + TCT Announcements
This week at RAPID+TCT in Boston, HP Additive Manufacturing Solutions is celebrating ten years in the AM market. The company launched its Multi Jet Fusion 3D printing technology in Barcelona...





























