

Researchers Use CFD Simulation to Determine Ideal Rate of Extrusion and Toolpath in FDM


In a paper entitled “Numerical Modeling of the Material Deposition and Contouring Precision in Fused Deposition Modeling,” a group of researchers discusses how they used computation fluid dynamics (CFD) to simulate the flow of the material extruded from the nozzle of a 3D printer. The molten thermoplastic was modeled as an incompressible Newtonian fluid with a free surface, and the numerical model provided a prediction of the shape of the printed road. The CFD simulation provided a way to optimize tool path planning and deposition strategy, in order to improve dimensional accuracy in extrusion-based 3D printing.
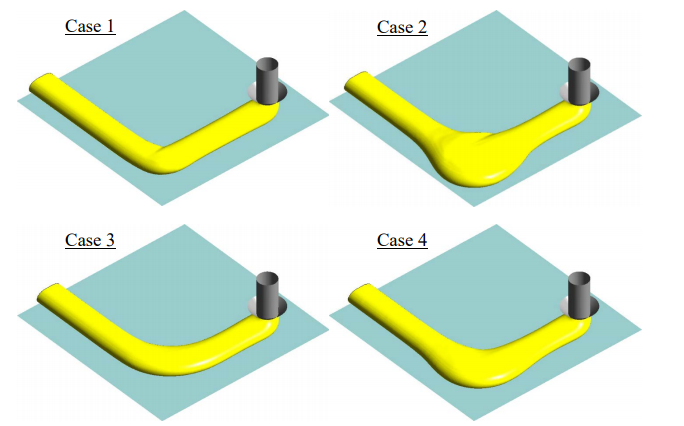
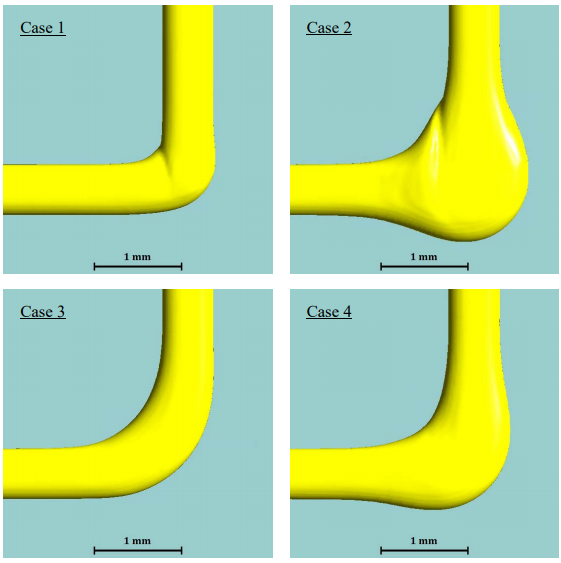 The researchers investigated four deposition strategies for 3D printing a road with a 90-degree turn onto the build platform. Two types of tool paths were considered for 3D printing the 90-degree turn: a sharp tool path, which reproduces the exact trajectory of the two segments, requiring a stop of the printing head at the turn point; and a smoothed tool path, which negotiates the turn with blended acceleration along the X and Y axis. Two extrusion rates were also considered: a constant extrusion rate and a synchronized extrusion rate, in which the volumetric flux is kept proportional to the tangential velocity of the printing head.
The researchers investigated four deposition strategies for 3D printing a road with a 90-degree turn onto the build platform. Two types of tool paths were considered for 3D printing the 90-degree turn: a sharp tool path, which reproduces the exact trajectory of the two segments, requiring a stop of the printing head at the turn point; and a smoothed tool path, which negotiates the turn with blended acceleration along the X and Y axis. Two extrusion rates were also considered: a constant extrusion rate and a synchronized extrusion rate, in which the volumetric flux is kept proportional to the tangential velocity of the printing head.
“In theory, the synchronized extrusion rate should produce a uniform road width along the turn; however, the synchronized extrusion rate is an ideal case that could only be achieved if the dynamics of the liquefier and the filament feeding system were totally predictable and under full control of the 3D printer, which is not the case in practice,” the researchers explain. “On the other-hand, the constant extrusion rate is expected to lead to variable road widths, when the printing head decelerates or stops at the turn.”
The researchers used a CFD model to simulate the different rates of material flow. They found that the ideal case was where the extrusion rate was synchronized with the tangential velocity of the printing head and the tool path followed a stop-at-turn trajectory. This produced a uniform road width with minimal overfill and underfill at the turn. However, if the extrusion rate was kept constant during the acceleration and deceleration phases, the stop-at-turn trajectory yielded a large overfill at the turn. An almost uniform road width could be obtained with a constant extrusion rate, by using blended acceleration, at the expense of smoothing the corner.
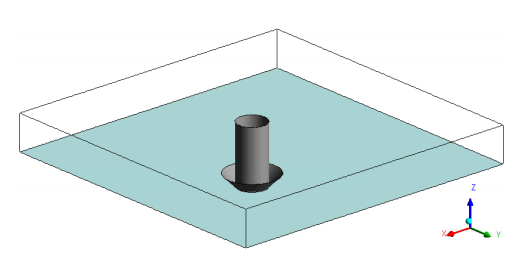
Geometry of the CFD model. The light turquoise and the dark grey surfaces represent the build platform and the extrusion nozzle, respectively.
“The smoothed tool path with an acceleration blending factor κ=0.6 provides a compromise between material overfill and corner smoothing,” the researchers conclude. “In principle, the predicted variations of the road width at the corner could be taken into account by the tool path planner, in order to compensate overfill and underfill regions. Thus, CFD simulations could be used to develop optimized tool paths and deposition strategies, which would improve dimensional accuracy and surface quality in extrusion-based additive manufacturing.”
Authors of the paper include Raphaël Benjamin Comminal, Marcin Piotr Serdeczny, David Bue Pedersen and Jon Spangenberg.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
The Seminal Moment: Creality’s IPO Analysis & Possible Effects
Something super important happened just a few days ago, and too few people paid attention. Creality, a pioneer in low-cost desktop material extrusion printers, went public. Creality is now listed...
As Longevity Gains Momentum, Rem3dy Health Raises £14 Million for 3D Printed Nutrition
Longevity hack or healthcare trend? The answer may depend on who you ask, but investor interest in personalized nutrition is growing as consumers search for the next longevity hack. Now,...
3Dnatives to Present ADDITIV Metals 2026: Resolving Key Barriers to Scaling Metal Additive Manufacturing
As the metal additive manufacturing sector prepares for a massive leap—with market valuations expected to climb from $6.02 billion to $7.02 billion this year—the industry is shifting its focus from...
Stratasys Dental’s Negar Movahed Says They’re “Open for Partnerships”
According to “3D Printing for Dentistry 2025: Market Study and Forecast” by AM Research, the dental 3D printing market generated $5.2 billion in revenue in 2024—that’s nearly one third of...
































