
Researchers Prepare Silicon Carbide-Polymer Composite Materials for SLS 3D Printing


Silicon carbide, or SiC, has a lot of potential for use in industrial applications, like aeronautic and aerospace engineering, the automotive industry, and the machinery industry, due to its excellent physical and chemical properties. But, because of the high production costs that come with mold manufacturing, machining, and high temperature and pressure sintering processes, this industrial use is rather limited.
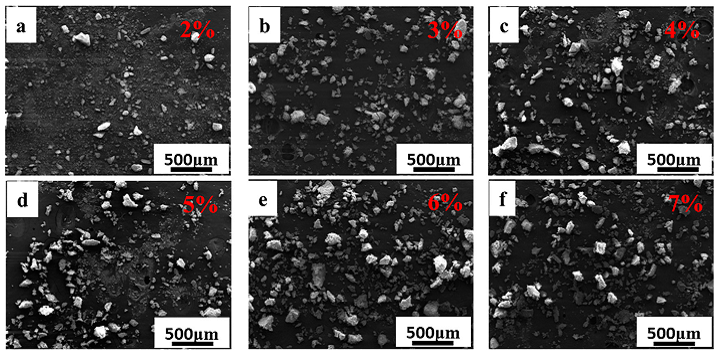
SEM images of SiC/PVB composite powders with the PVB binder contents in the range of 2 to 7 wt. %. (a–f) are 2 wt. %, 3 wt. %, 4 wt. %, 5 wt. %, 6 wt. % and 7 wt. %, respectively.
Selective laser sintering (SLS) 3D printing could be used to help lower these costs, and a collaborative team of Chinese researchers from the Southern University of Science and Technology, Southeast University, and the Harbin Institute of Technology recently published a paper, titled “Development of SiC/PVB Composite Powders for Selective Laser Sintering Additive Manufacturing of SiC,” that explains how they prepared SiC-polymer composites with good dispersity and flowability, using a ball milling method, for SLS 3D printing. By combining multiple materials into a composite material, completed components can benefit from the respective strengths of each material.
The abstract reads, “Subsphaeroidal SiC/polymer composite granules with good flowability for additive manufacturing/3D printing of SiC were prepared by ball milling with surface modification using polyvinyl butyral (PVB). PVB adheres to the particle surface of SiC to form a crosslinked network structure and keeps them combined with each other into light aggregates. The effects of PVB on the shape, size, phase composition, distribution and flowability of the polymer-ceramic composite powder were investigated in detail. Results show that the composite powder material has good laser absorptivity at wavelengths of lower than 500 nm.”
There are two approaches to manufacturing ceramic parts using SLS technology: direct and indirect. For this study, the researchers created their composite powder materials, using polyvinyl butyral (PVB) as a binder in order to investigate its effect on the powders’ surface modification, for indirect SLS processing.
“For indirect SLS processing, the polymers are used for a sacrificial binder phase,” the researchers explained. “There are three steps for indirect SLS: (a) The first step is to select a suitable ceramic and polymer phase to prepare ceramic/polymer composite powders as the starting materials of indirect SLS; (b) the second step is to use a laser to melt the organic phase in the ceramic/polymer composite powder, and then the ceramic particles will be bonded by the binder and the green parts are prepared; (c) the final step for indirect SLS is to remove the binder and sinter the green part to increase its density and strength.”
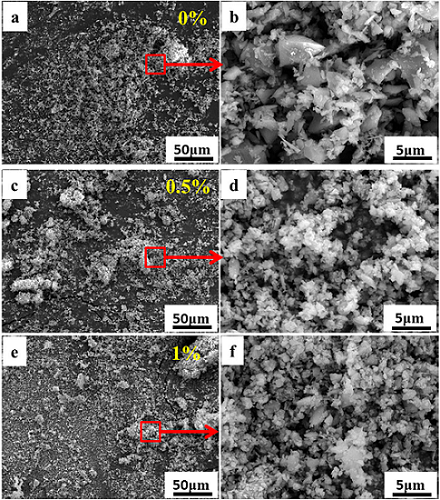
SEM images of SiC/PVB composite powders with different weight contents of the PVB binder. (a,b) for 0 wt. %; (c,d) for 0.5 wt. %; (e,f) for 1 wt. %.
As many commercial ceramic powders have irregular morphology and poor flowability, they’re not great for use in 3D printing. So the most important step of indirect SLS processing is the actual production of the polymer-ceramic composite powder agglomerates.
The team combined PVB, polyvinylpyrrolidone (PVP), and commercial SiC powder with anhydrous alcohol, and then ball milled the mixture at 120 rpm for 12 hours. The resulting powders were sieved through a 120 mesh screen, before a Concept Laser M2 was used to complete the composite’s preliminary spreading and forming tests.
The composite powder’s laser absorptivity was studied, and scanning electron microscopy (SEM) was used to examine the granulated particles’ morphology and microstructure, while X-ray diffraction identified the phase composition of the composite powders, laser diffraction measured the size of the agglomerates, and the materials’ UV-Vis analysis was also tested.
The researchers successfully prepared subsphaeroidal SiC/polymer composite granules, complete with good flowability, for SLS 3D printing, and added PVB binder to include surface modification. They investigated the effects of PVB on the distributions, flowability, shapes, and sizes of polymer-ceramic composite powder agglomerates, and determined some important information.
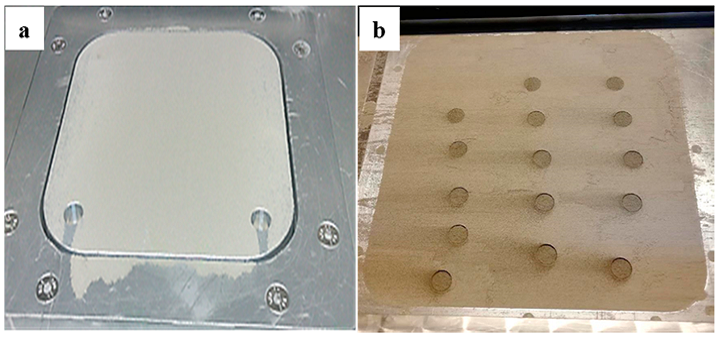
The typical spreading (a) and forming (b) tests of SiC/PVB composite powders with 3 wt. % binder addition using the 3D printing machine.
First, the added PVB has an optimal value (~3 wt. %), and the SiC granules modified with this material showed good spreading performance and flowability. In addition, when the wavelength is below 500 nm, the composite powder had good laser absorptivity, which suggests that using SLS 3D printing to fabricate the material could work with systems of a corresponding wavelength.
“Results show that the addition of the polymer binder improves the size distribution characteristic and flowability of the granulated particles within a certain range,” the researchers concluded. “However, when the PVB content increases to a higher value (e.g., more than 7 wt. %), greater addition of PVB will not have much influence on the apparent density, tap density, Carr index or Hausner ratio.”
Co-authors of the paper are Peng Zhou, Huilin Qi, Zhenye Zhu, Huang Qin, Hui Li, Chenglin Chu, and Ming Yan.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
ORNL Improves Error Mitigation in Large Polymer Parts
Oak Ridge National Laboratory (ORNL) has commercialized a number of large-format 3D printing technologies. Now, scientists are working on error mitigation in large parts. ORNL is using six thermal cameras...
Aibuild Says New FETS Simulation Tool Is 10,000x Faster for AM
Aibuild has launched FETS for Additive Manufacturing, a Finite Element Thermomechanical Simulation tool that lets you simulate stress, distortion, thermal effects, and thermomechanical effects. The solution has been optimized for...
Ceramic 3D Printing Applications on Display at Ceramics Expo USA
There’s a lot of crossover between ceramics and additive manufacturing (AM). Now, we just need to get the two industries to talk to each other more. It was nice to...
3D Printing News Briefs, April 8, 2026: LiDAR Scanning, Vapor Smoothing, FDM Optimization, & More
We’ll kick off today’s 3D Printing News Briefs with some 3D scanning news from Artec 3D, and then move on to new America Makes Project Calls. Then, Raise3D and AMT...

































