

Researchers Investigate Parameters of Non-Vacuum Electron Beam Welding for 3D Printing Metal Parts


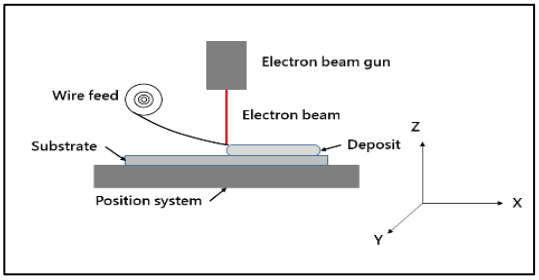
EBF3 manufacturing system.
Electron Beam Freeform Fabrication, also known as EBF3, is a wire feed metal 3D printing technique developed by NASA for aeronautics. It has a higher deposition rate than other rapid manufacturing methods, is well-suited for manufacturing reactive alloys, like aluminum and titanium, and can print complex geometric shapes with no material waste. Wire is fed into a base plate and melted by an electron beam into a solid, which layer by layer builds up into a near-net shape part. With CAM, a predetermined trajectory is stored in a computer, and the base plate or the wire feed and electron beam gun can be manipulated in the same way.
Unfortunately, EBF3 has to be carried out inside a chamber, which limits the size of the part and takes a long time to evacuate. A team of researchers from RWTH Aachen University and Tsinghua University published a paper, titled “A new 3D printing method based on non-vacuum electron beam technology,” about their investigation into using non-vacuum electron beam welding to 3D print metal parts.
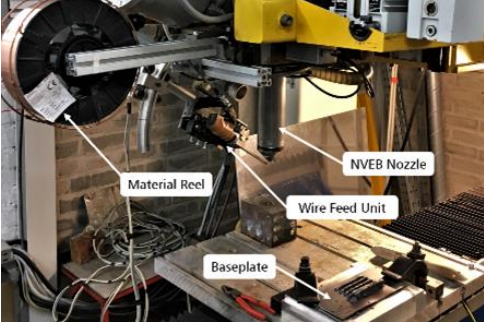
System composition of 3D printer based on NVEBW machine.
The abstract reads, “Non-vacuum electron beam (NVEB) welding is widely used in industry field as a reason for its high production volumes. So a NVEB 3D printing device based on a non-vacuum electron beam welding machine from SST is designed. A serial of experiments is carried out to get a deep understand of 3D printing processing procedure using non-vacuum electron beam system and find a suitable process window. Result shows that droplet transfer mode is one of the most important parameters which determines the quality of the deposition.”
NVEB was first used in the automotive industry, due to its high production volumes, and is now used in many fields, like equipment construction and welding laboratories.
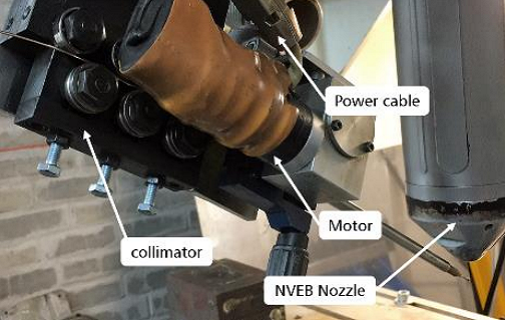
Wire feed unit.
In order to gain a deeper understanding of NVEB, the research team carried out a series of experiments on a non-vacuum electron beam-welding machine. They installed a wire feed unit and a collimator, to make the wire straight enough to be fed correctly, to turn it into a 3D printing system, and also placed four brackets for protection between the base plate and operation platform.
“More stable clamps should be adopted in the future experiments. The waviness of the part built by EBF3 is big,” the researchers wrote. “The printing procedure will be disrupted when there is a large deformation of the baseplate. The baseplate need to be fixed very tightly to stand up to the residual stress.”
The goal was to gain a deeper understanding of the 3D printing process procedure with the NVEB system, and find a good process window for the machine.
“Several pre-experiments were carried out to get basic knowledge of the processing procedure. One of the important advantage of EBF3 is the highest deposition rates, which makes it suitable for making large-scale metal structures,” the researchers wrote. “To get a high deposition rate, the accelerating voltage was set to 150kv. The energy loss of electron beam is around 50% due to the collision with atmosphere and inner wall of the nozzle.”
Deposition on a high translation and feeding speed.
The deposition was first carried out on a high translation (500mm/min) and feeding speed (1m/min), which did not completely melt the wire at some points due to a lack of heat input. The translation speed was then lowered to 400mm/min, while the feeding speed was set to 0.8m/min, which resulted in the wire melting completely. The team determined that when the feeding speed was too high, the wire would not completely melt.
Other experiments the team carried out focused on the influence of the droplet transfer mode, and the deposition gap between layers; the quality of deposition varied with distance.
“There is also no obvious difference when deposited single layer within different deposition gap between layers,” the researchers wrote.
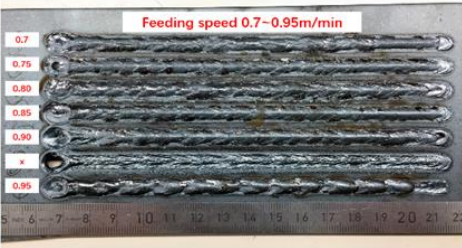
Deposition with different feeding speed.
The researchers determined that a good wire feeding speed is around 0.85~0.9m/min, as big droplets tend to form when there is too much wire fed into the molten pool, and that the translation speed should be set under 400mm/min for a constant molten pool.
A distance of 0.2~1.7mm between the base plate and where the metal melts is better for stable deposition, and whether the material is “deposited single layer within different deposition gap between lines or layers,” there is not an obvious difference.
“To get more understand on the moving strategy, further experiment focused on influence of different gap between both lines and layers should be done in the future,” the researchers concluded. “A powerful baseplate cooling device need to be designed to get a higher deposition rate instead of waiting several minutes between each lines and layers. The wire feed unit need to be synchronized with the electron beam generator. Then more complicated figures can be test to find the potential of this NVEB 3D printing device.”
Co-authors of the paper are Shuhe Chang, Stefan Gach, Aleksej Senger, Haoyu Zhang, and Dong Du.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the comments below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
3D Printing News Briefs, June 18, 2026: Reseller, Relocation, Metal Space Powder, & More
We’ll start with business news in today’s 3D Printing News Briefs, as XJet appointed a value-added reseller in Germany, BIO INX is expanding its presence in the Italian market, and...
Scientists Use BMF to 3D Print Seal Whiskers That Track Prey Long After It’s Gone
Seals use their whiskers to hunt. Not Navy Seals, although they may in some way also, but this article is about lowercase seals. Not Seal the musician either; as far...
Researchers Combine AI and Bioprinting to Create Tiny Blood Vessel Networks
If 2026 has a theme in bioprinting, it may be blood vessels. Researchers can already print incredibly sophisticated tissues. The harder part is keeping those tissues alive. Without a network...
University of Arkansas Researchers Test Metal 3D Printing in a Mars-Like Atmosphere
If humans eventually establish a long-term presence on Mars, they will face a major manufacturing challenge almost immediately. Tools will break. Parts will wear out. Equipment will need repairs. But...































