

University of Michigan Provides Updates on Algorithm to Speed Up 3D Printing

You might remember reading an article recently about an algorithm developed at the University of Michigan’s Smart and Sustainable Automation Lab (S2A) that would allow desktop 3D printers to double their speed. The technology uses Filtered B-Spline (FBS) algorithms to adjust control of the printer and mitigate unwanted vibrations as the printer speeds up.
A video demonstration was released on November 1st showing a small model of the U.S. Capitol Building being printed on a HICTOP Prusa i3. The model ended up taking four hours to complete at a feedrate of 60 mm/s and an acceleration limit of 1 m/s^2. For the second test, they increased the print speed and show how one model is completely ruined by increased vibrations in the printer, and the other model, aided with the vibration compensation algorithm, was successfully completed in just two hours without sacrificing quality.

The video gained a lot of attention and excitement from the 3D printing community, but also brought criticism from some viewers – claiming the poor condition of the HICTOP Prusa i3 provided a poor baseline result, and a finely tuned desktop 3D printer would have yielded a better ‘standard’ result.
After receiving a number of tips, Hackaday took on the challenge to replicate the experiment shown in the video. Their goal, as Tom Nardi explains, was to find out how long it would take to print the same baseline part on a well maintained desktop 3D printer. Without knowing the exact scale factor, layer height, or infill percentage initially used (later revealed to be 50% scale, 0.1 mm layer height, and 25% infill), they attempted to replicate the test by calculating the settings used in the video within a small margin of error.
-
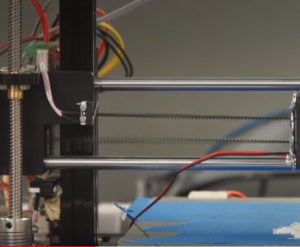
- Belt vibrations from baseline test

-

- Baseline model used for the University of Michigan’s test

Knowing the University of Michigan used a HICTOP Prusa i3 in the video, they used identifiable parts on the machine and compared them to the model while it was still on the print bed. They used the visible heater block on the HICTOP printer as a reference and a clear side view of the printer allowed them to determine the scale factor to be about 60%.
Then, using still images from the in-progress video, they estimated the infill percentage by comparing the slicer’s layer view at varying infill percentages and came up with 15-20%. They decided to use a layer height of .2 mm and then proceeded with the test.
-

- Using the heater block to figure out the scale factor of the print

-
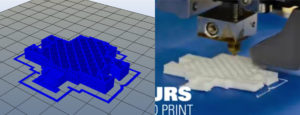
- 20% infill in slicer, versus print in Michigan video

It only took 1 hour and 20 minutes for the model to be completed. That’s close to half the time of the University of Michigan’s accelerated test that was assisted with the vibration compensation algorithm, and about four times faster than their baseline test. Even when factoring in a margin of error for the estimated parameters, there was still a significant difference between the Hackaday peer review and the two-hour algorithm assisted print.

Scale: 60%, Infill: 20%, Layers: 0.2 mm, Print Time: 1 hour 20 minutes
Although it’s true that a finely tuned desktop 3D printer is capable of printing at faster speeds than what was shown in the video, the purpose of the test wasn’t aimed at using the fastest result for the ‘standard print.’ Rather, the goal was to display how the vibration compensation algorithm can increase speeds and acceleration of 3D printers, all things being equal. Assuming that the printer’s speed is limited by vibration, if the algorithm were installed on the 3D printer used in Hackaday’s peer review, and all settings remained the same (scale: 60%, infill: 20%, layer height: 0.2 mm), they would have been able to print the part even faster – at a speed that, without the algorithm, would normally cause prints to fail due to the increased vibrations.

Professor Chinedum Okwudire
To learn more from the source, we turned directly to Professor Okwudire, who shed some light on the situation:
“A few people seem to misconstrue our work (and the 4 hr case study presented in our video) as showing the fastest printing speed of the Capitol part by ‘standard’ desktop printers. This is a very wrong understanding. Print time highly depends on the printer and the parameters used for the print. Of course, a 100 second video cannot give the full context,” he had told Hackaday in full comments shared with us and has made available.
“The key point of our work is to showcase how vibration compensation can improve the achievable speeds and accelerations of 3D printers, relative to cases without vibration compensation, all things being equal. We have not claimed that without vibration compensation one cannot print the Capitol part faster than the specific case shown in our video on a given 3D printer. However, chances are that, with vibration compensation, they would be able to it print much faster on the same printer than they achieved without vibration compensation, again, all things being equal. We have been very forthright about the fact that our 4 hr ‘standard’ print is not the best that can be achieved (even on the particular printer used in the video). … We were also able to print the part successfully in 2 hrs 41 mins without vibration compensation at 60 mm/s and 3 m/s^2 acceleration limit.”
The same conditions were used in all cases, therefore the summary of their results isn’t changed by simply scaling numbers. A more important question one might ask is why they chose to use the four-hour print as the ‘standard print,’ as opposed to the 2 hour 41 minute print. According to Professor Okwudire, they found that the average 3D printer users are typically conservative about print speeds and accelerations:
“We found out from many blogs that, in order to avoid failed parts or poor surface quality, people commonly use speeds around 40 mm/s and/or accelerations around 1 m/s^2 on highly-vibratory printers like HICTOP Prusa i3. So even though, with trial and error, parts may be printed at higher speeds and accelerations without failure, many non-technical users mention on blogs that they prefer to be conservative in order to ensure that they always get reliable prints.”
Professor Okwudire and his team were further convinced that most desktop 3D printers operate at slower speeds than what they’re capable of when they received a brand new LulzBot TAZ 6 and noticed the printer’s factory-set acceleration limit was a conservative 0.5 m/s^2.
“We figured that the acceleration limits were set conservatively at the factory to minimize chances of failed parts during printing. There’s no doubt that by trial and error, one could print with accelerations higher than 0.5 m/s^2 but very few people are fine to operate at the limits. This is why, in our example video, we imposed conservative accelerations on BOTH the case without vibration compensation and that with vibration compensation (because we believe this more realistic). A techie, who loves to tinker and push the limits may be fine to test a part until they reach the printer’s limits of performance but ordinary users out there don’t typically do this,” he explained to us.
“Moreover, note that, even at 60 mm/s feedrate and 30 m/s^2 acceleration limit, none of our with-FBS prints have failed. This means that there is more room for time savings with the aggressive case. We have been trying to find the limits of the with-FBS case on the HICTOP printer. Our very recent results have shown that we can print at 60 mm/s and 120 mm/s feedrates, together with 50 m/s^2 accelerations, without a failed print. See results below (also performed with 0.1 mm layer height, 25% infill ratio and 50% scale).”

Accelerated print test
Responding to a comment on the YouTube video after one viewer pointed out the printer’s loose belt tension, Professor Okwurdire wrote:
“You are right that increasing belt tension reduces vibration problems, to some extent. However, high belt tension also increases the friction torque that the motors must overcome, which invariably reduces achievable speeds and accelerations (because friction steals away from useful motor torque). High friction also increases wear and tear. It is interesting that FBS Vibration Compensation allows one to get high quality prints at high speeds/accelerations without requiring high belt tension. The printer in the video is a HICTOP Prusa i3, which is not of the highest quality, and may have lost belt tension over time. We also tested our algorithm on a brand new Lulzbot Taz 6, which we noticed had much higher belt tension (and friction) than the HICTOP Prusa i3. We were able to print much faster using our algorithm. Please click on this link to see the results we got on Taz 6: https://umich.box.com/s/ram468peq4a3wxu0hl9jdusvphj4z0gi“
By conducting an additional test on a brand new LulzBot TAZ 6, it provides further validation that the algorithm is able to improve print speeds when all things remain equal.

Vibration compensation algorithm tested on brand new TAZ 6
Professor Okwudire provided an additional comment when questioned about the quality of the middle print in the linked document:
“…both the Lulzbot middle print and right print reach the intended 100 mm/s (because they have enough acceleration – 1 g). The sole difference between them, and why the middle print has terrible surface quality, is the presence of vibration. Everything is the same between the middle and right prints except that the middle print does not use FBS and the right print does.”
Professor Okwudire and his team are currently working to integrate the algorithm into Marlin and they’re also very open to integrate into other firmware in the near future. They’re also already working with partners who have sent them their printers to test the algorithm on, but they could definitely use some more:
“As we have noted, there is still a lot we don’t know about how well the algorithm will perform when tested on different printers. The more printers we test, the more we can figure out the kinks and work on fixing them. It will also give us a clearer picture of what the algorithm can and cannot do on various printers.”
When asked about tests on industrial grade 3D printers, Professor Okwudire says they haven’t done any testing on them yet, but they’re open to the idea. They would also like to test on other industrial machines like laser cutters, CNC machines, etc. He makes a point that the software is not only for 3D printers, and in fact, the idea to create the software started when he worked on high end CNC machines, which suffered from severe vibration issues that limited their speed and accuracy.
You can view the full publication of the University of Michigan’s results here.
Discuss these findings and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
[Images: University of Michigan/Hackaday]
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
3D Printing Financials: 3D Systems Returns to Growth in Q1 2026
3D Systems (NYSE: DDD) reported one of its strongest quarters in recent years, showing signs that the company may finally be moving past the tough slowdown that has weighed on...
3D People Case Study Details Development of 3D Printed POV Camera Rig
A POV, or Point of View, camera rig, is a wearable support system that helps filmographers capture first-person footage, making the images more immersive. Some good examples of movies shot...
3D Printing News Briefs, May 2, 2026: Soft Robots, Agricultural Waste, & More
In this weekend’s 3D Printing News Briefs, we’ll start off with a multi-laser metal powder bed fusion 3D printer and post-processing news. We’ll end with research into soft robotics and...
Industrial Applications on Display at RAPID 2026: CERATIZIT & 3D Systems
Applications are where it’s at in the additive manufacturing (AM) industry. At the recent RAPID+TCT in Boston, I met with a few companies to learn about some of their very...


































