

PrintValley is the First High-Speed Metal 3D Printing, Post-Processing, Verification and Mass Production System


 3D printing’s ability to manufacture individual and low production runs of customized products is one of the reasons that the process has been quickly adapted for a large number of industries and applications. While mass production is still considerably cheaper, the primary reason for that is the high rate at which large numbers of products are able to be manufactured. In the time that it takes a customized 3D printed part to be manufactured, hundreds if not thousands of parts can be made using traditional manufacturing technologies. Even for small parts like dental or medical implants, the printing process can take hours, and then each part needs to be individually finished to remove excess material and smooth or polish the surface.
3D printing’s ability to manufacture individual and low production runs of customized products is one of the reasons that the process has been quickly adapted for a large number of industries and applications. While mass production is still considerably cheaper, the primary reason for that is the high rate at which large numbers of products are able to be manufactured. In the time that it takes a customized 3D printed part to be manufactured, hundreds if not thousands of parts can be made using traditional manufacturing technologies. Even for small parts like dental or medical implants, the printing process can take hours, and then each part needs to be individually finished to remove excess material and smooth or polish the surface.

The PrintValley demonstration unit.
The need for post processing can add several hours on to the production time, making it more time consuming and expensive to produce individual or small run parts. While 3D printing technology is improving, leading to faster printing speeds and final part accuracy, the production of metal parts is still very labor intensive. Metal parts often need to have their surface ground down with an entirely different machine like a polishing wheel or a CNC milling machine. There are many instances where it is more productive and cost-effective to use additive manufacturing technology, but in most instances traditional manufacturing processes are still preferable. However, a coalition of technology firms that were tasked by the European Union to develop a high-performance production line with integrated 3D printing and finishing technologies may be on the cusp of changing that dynamic.
A European additive manufacturing initiative called Hyproline has demonstrated their new additive manufacturing system, which has been optimized for the high-speed production of small metal parts. The system can 3D print short-run or individually customized metal parts from stainless steel 316L, titanium, or copper materials, verify that the print was successful, remove any excess materials and then automatically remove the finished part from the production line. The group of businesses were brought together to work on the Hyproline Project thanks to a three-year grant from the EU’s Seventh Framework Programme for Research and Technological Development (FP7), a program launched in 2007 to encourage the development of the Factories of the Future.

PrintValley
“The purpose of Hyproline, was to build a demonstration of a high-performance production line to improve the 3D printing of small parts, coupled with a high-speed finishing line using laser polishing,” explained Mark Gammon, the technical director at International TechneGroup (ITI), one of the companies that is part of the Hyproline coalition.

Each platform can be individually raised and lowered.
The Hyproline coalition was led by the Dutch non-profit organization Netherlands Organisation for Applied Scientific Research (TNO), which worked closely with International TechneGroup (ITI), a software development company. ITI primarily focused on the product-data integration and interoperability systems used for Hyproline’s high-speed manufacturing platform. They were joined in the coalition by metal additive manufacturing materials company Höganäs Digital Metal, research and development institute Swerea IVF, manufacturing and mechatronics technology organization CCM and the University of Birmingham. The coalition worked together from 2012 to 2015 to develop a working prototype of a high-speed production line that combines metal-powder-bed 3D printing, laser-based surface and structuring and advanced systems for process monitoring and metrology.
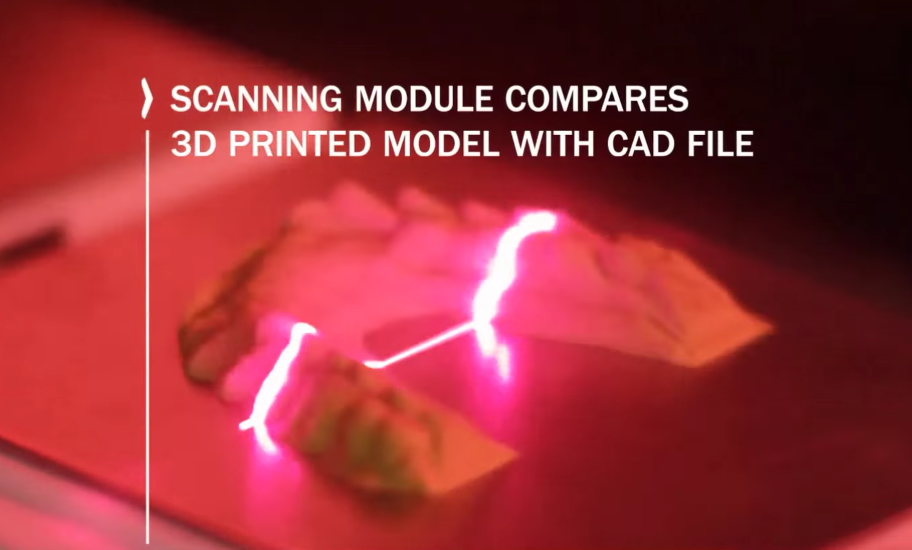
3D laser scanners verify the finished part.
The result of the Hyproline project is PrintValley, a circular conveyor system that includes 100 individual build platforms that can each be independently raised, lowered or removed. Each platform can be used to manufacture individual, custom metal parts or small run metal parts at the same time. The platforms travel around the conveyor carousel-style, where parts can be 3D printed, 3D scanned to test for defects or mis-prints, laser-machined to remove excess printing material or surface flaws, and then removed with an integrated pick and place robot. PrintValley can accommodate multiple custom modules other than those included in the Hyproline demonstration unit. That means that virtually any type of manufacturing or assembly system can be included, including CNC milling tools, inkjet 3D printing systems or tools for painting or coating finished parts.
The high-performance PrintValley system relies heavily on software that is capable of making sure all of the modules and integrated technologies work together correctly. That includes accurate 3D printing, and the laser scanning system that will measure finished 3D printed parts and compare them to the CAD file. The software can tell if a part was not printed accurately enough and either use the laser to correct surface defects or remove it from the production line and discard it with the pick and place system. ITI’s CADfix technology is responsible for verifying the parts by creating a point cloud scan and matching it up to the CAD geometry.
A pick and place arm removes each individual build platforms.
Here is a video from TNO demonstrating and explaining how PrintValley works:
The EU funding granted to the Hyproline coalition was included in the broad objective of developing a process that would allow 3D printing technology to be used for high-speed manufacturing. The goal was to make an automated AM process capable of producing small runs of metal parts that reduced the time-to-market, increased accuracy, lowered waste material and the number of rejected parts. These are considered key objectives for small and mid-sized European companies that manufacture small metal parts for electronic, dental, medical and jewelry applications. PrintValley reduced the time it takes to produce small metal parts from a day to a matter of minutes. You can learn more about the Hyproline project and PrintValley here. Discuss further in the Hyproline & 3D Metal Printing forum over at 3DPB.com.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Printing Money Episode 39: Q1 2026 Public Markets 3D Printing Earnings Analysis with Troy Jensen, Cantor Fitzgerald
Welcome to Printing Money Episode 39, (or, “The one where they all went to market”). It’s that quarterly time, so Troy Jensen (Managing Director, Cantor Fitzgerald) joins Danny for a review...
Goldilocks’ Flywheel: Refractory Complex Concentrated Alloys (RCCAs) & The Race for the Future
Recently, Metalysis, Skyrora, and Thermo-Calc Solutions started to try to commercialize Tanbium. This alloy has been created for use in combustion chambers and rocket nozzles. Tanbium is a Refractory Complex...
Printing Money Episode 35: Notable VC and M&A Deals, with Arno Held and Alex Kingsbury
Welcome to Printing Money Episode 35 and let us be the last to wish you a happy new year. For this episode Danny is joined by Arno Held (Managing Partner,...
Snapmaker Secures Series B Backed by Xiaomi Founder’s Network and China’s Investment Elite
Desktop 3D printer manufacturer Snapmaker has gotten a series B round. The round is led by Hillhouse Ventures and Meituan. Cowin Capital and Orient Securities Capital dipped in for another round,...































