
Researchers Solve Major Issue Surrounding Metal 3D Printing With Reusable Substrates


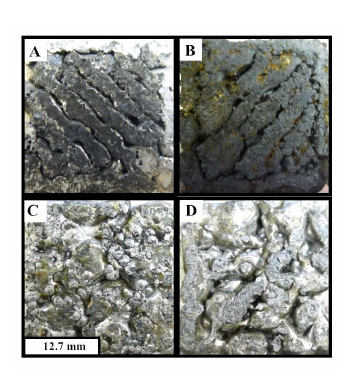
Macro images of the interface between the substrate and 3D printed part
Not too long ago, metal 3D printing was rather rare. It wasn’t long though before all interested parties had their interests piqued, wondering about the possibilities. As the technology entered major industrial processes at great expense and initial experimentation, the world began to see it as an emerging and extremely viable and useful process.
With the world of 3D printing in metal comes power and strength both in materials and in resulting 3D products. While often all we need is a simple 3D print in ABS or PLA, for high quality and highly functioning components–like those often required in the automotive or aerospace industries–metal 3D printing is becoming invaluable and leading to numerous creations that simply could not have been fabricated previously.
All that power, strength, and benefit do of course come with some added work in post-processing. And while effort comes with gain, obviously, and we are all usually willing to put our best foot forward, eliminating time in post-processing of 3D prints would free up time better spent elsewhere.
Researchers from the Michigan Tech Open Sustainability Technology (MOST) Lab would like to see the time issues surrounding 3D metal printing and substrate removal resolved. It’s slightly more complicated than that, but in their recent paper, ‘In Situ Formation of Substrate Release Mechanisms for Gas Metal Arc Weld Metal 3-D Printing,’ researchers point out that making and employing a reusable substrate could be highly effective.
The authors, Amberlee S. Haselhuhn, Bas Wijnen, Gerald C. Anzalone, Paul G. Sanders, and Joshua M. Pearce, look specifically at the reuse of a substrate in gas metal arc weld metal 3D printing. The release mechanisms produced through the study are meant to be either highly affordable or completely free altogether in the process of gas metal arc welding (GMAW), which is already considered to be a more affordable form of 3D printing, in which a gas-shielded metal wire is “fed through a nozzle that is a consumable electrode heated by an electrical arc established between the wire and a metallic substrate.”
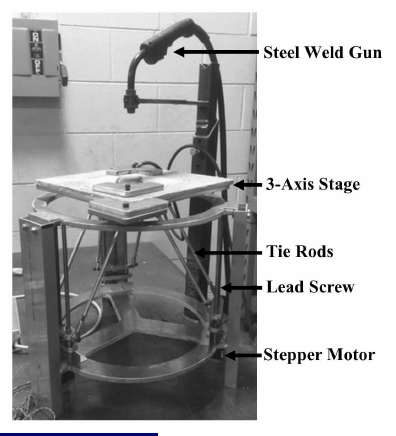 Employing an open-source design for a 3D printer meant specifically for GMAW, a three-axis stage is featured upon which the substrate is clamped, while a welder is used for 3D printing layers in both aluminum and steel. While forming strong materials is desirable, having the 3D print strongly attached to the substrate is not. Thus, the research began to create a reusable substrate rather than the current model where strong adhesion led to constant breaking apart and sacrificing each substrate.
Employing an open-source design for a 3D printer meant specifically for GMAW, a three-axis stage is featured upon which the substrate is clamped, while a welder is used for 3D printing layers in both aluminum and steel. While forming strong materials is desirable, having the 3D print strongly attached to the substrate is not. Thus, the research began to create a reusable substrate rather than the current model where strong adhesion led to constant breaking apart and sacrificing each substrate.
“As you know, metal 3D printing always demands post processing because at the very least you need to cut the metal part off of the metal substrate you printed it on,” Joshua M. Pearce, PhD, associate professor of both Department of Materials Science & Engineering and Department of Electrical & Computer Engineering at Michigan Tech, told 3DPrint.com. “We have solved the problem for aluminum and steel, using several techniques including variation in cover gas, surface pretreatment and selection of substrates to cause intermetallics–thus we can knock our prints off the substrate with a hammer and reuse the substrate.”
To begin, porosity, hardness traverses, and elastic and shear moduli were analyzed, and the following materials were chosen, along with intermetallics and oxides, for experimentation in substrate release for 3D printing with aluminum:
- Aluminum oxide
- Boron nitride
- Titanium nitride
Through the manipulation of shielding gas, the researchers were able to figure out how to reduce and modify adhesion issues. In research, 3D prints were made with both aluminum and steel, employing both weld grade argon shield gas and RC25, a gas mixture of 25% CO2 as a ‘cover gas’ for 3D printing in steel.
A variety of substrates, with five samples per ‘treatment condition,’ were used in a range of materials for aluminum, coated and also then uncoated to serve as a control. The steel substrates were not coated at all. Standard aluminum and steel wire were used in the 3D printing process.
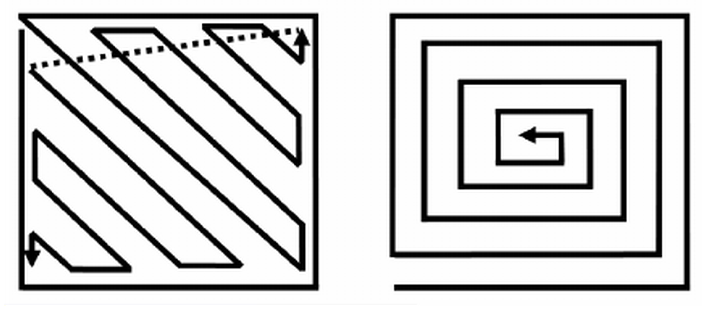
Alternating 3D printing paths improved quality
Alternating the print path in the metal 3D printing process improved print quality, with a 60-second pause in between each layer while printing with aluminum, and a similar but varied approach when 3D printing with steel, as so:
- A ten-minute pause after the first layer
- Sixty-second pauses after the 3rd and 5th layers
- Two-minute pauses after every other layer
“All of the employed substrate release mechanisms minimized weld penetration, and, in some instances formed a brittle phase with the print substrate that allowed the specimens to be removed with minimal impact energy,” state the researchers in their paper.
Due to this process, plus allowing layers to cool and then quenching them with water, the researchers discovered substrates were easier to remove. Using digital calipers, the researchers measured each of the five samples that were produced for each group. Using a Charpy impact tester, they were able to remove each of the 3D prints from the substrate without breaking off any of the layers. No warping was produced in the prints, and the substrates were relatively unaffected by the process, with the underlying material remaining “clean and glossy.” Checking porosity afterward showed less than five percent porosity overall, with slightly less porosity in the steel substrate samples.
In allowing for the print settings to manipulate and encourage release of oxides, as well as encouraging aluminum-iron compounds to form, aluminum specimens were released more easily from the steel substrates–and without cutting tools. It was found that the aluminum oxide, boron nitride, and titanium nitride were effective as release agents as long as a binder was present.
Overall, these findings can be helpful to those who 3D print with metal on all levels, from small businesses to large industrial entities. Not only is the whole production process easier, the reusable substrates help save on the bottom line and are of course, also, much better for the environment.
Discuss these new research findings in the GMAW Metal 3D Printing forum thread over at 3DPB.com.
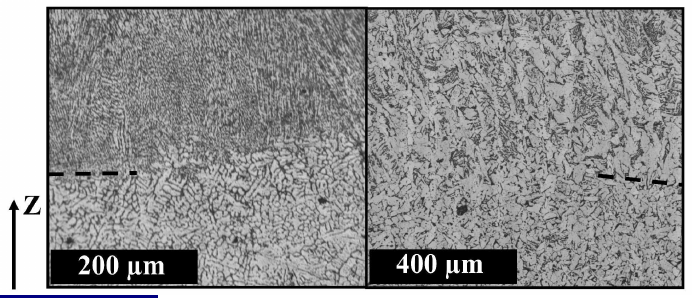
Aluminum (l) and steel (r) substrates
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
3D Printing News Briefs, July 9, 2026: RIMPAC 2026, Software, Housing, & More
In today’s 3D Printing News Briefs, Massivit continues its focus on aerospace and defense manufacturing, and Meltio is collaborating with Phillips Corporation for RIMPAC 2026. Moving on to software, AMIS...
3DPOD 304: Precast Concrete AM with Greg Kerkstra, Mangrove
Greg Kerkstra is part of a family business that leads in the precast concrete industry. They’ve now turned to Progress Group’s large-format binder-jet concrete technology, which we covered here in...
3D Printing News Briefs, June 10, 2026: Grand Opening, Photoresins, Footwear, & More
We’re starting with some exciting news in today’s 3D Printing News Briefs: Stratasys just celebrated the opening of its new North American headquarters in Minnesota. Moving on, Nanoscribe is scaling...
Wells Fargo Backs ICON in Landmark Milestone for 3D Printed Housing
Qualification is an indispensable step on the path to legitimization for any new technology, but it’s still just one step: markets tend to remain unswayed without a co-sign from an...
































