

High Performance Metal 3D Printing Powders: Is Plasma Atomization the Best Route?


Most metal powders for additive manufacturing (AM) are produced by either gas or plasma atomisation methods. Plasma atomisation processes are more expensive but produce particles of highly regular morphology, particles with a smoothness and sphericity that typically surpass levels achievable with gas atomisation.
This raises the question – do I need a plasma atomised powder? Will superior morphology deliver tangible benefit that justifies paying a premium or can a suitable gas atomised powder be equally fit for purpose?
When it comes to powder manufacture, gas atomised powders can exhibit considerable variability with respect to morphology, depending on the process specifics and the degree of optimisation. Therefore, manufacturers also need to quantify the value of superior particle morphology, to understand what is attainable in terms of product differentiation. With appropriate optimisation, how effectively can gas atomised products compete with plasma atomised alternatives?
Differences in morphology are easy to see and quantify, using techniques such as scanning electron microscopy and image analysis, but the results don’t directly elucidate in-process performance. Measuring bulk powder properties such as powder flowability brings complementary insight, helping to quantify the impact of morphology in a process relevant way, as these example studies demonstrate.
Identifying an alternative supply for laser metal deposition
Markusson1 (Lulea University of Technology, Lulea, Sweden) in a study carried out in collaboration with GKN Aerospace Engine Systems (Trollhattan, Sweden) made a detailed physical assessment of five commercial Inconel® 718 powders; print trials were also carried out. A primary aim was to determine whether one of four options might be a suitable alternative to a powder already in use by GKN for laser melt deposition (LMD) applications.
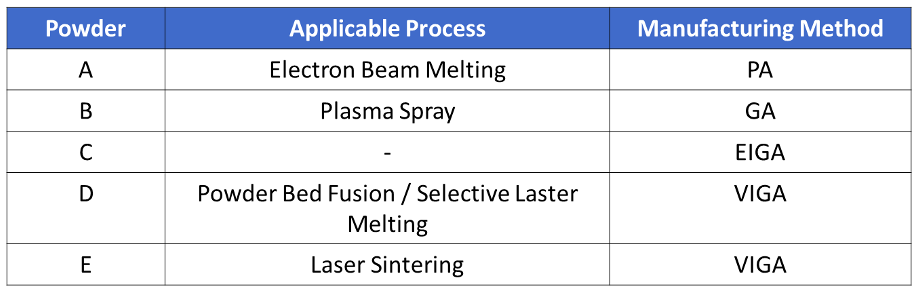
Table 1: Details of the five commercial Inconel® 718 powders assessed for LMD
Table 1 shows manufacturing route and designated application for the five powders. Powder C, the reference, is made by electrode induction gas atomisation (EIGA), while Powders D and E, are made in vacuum inert gas induction processes (VIGA). Both EIGA and VIGA offer tighter control of interstitial elements and/or lower risk of contamination, relative to other forms of gas atomisation (GA – Powder B) and are popular for high performance powders. Powder A, the fifth powder, is plasma atomised (PA).
The print trials identified Powder A as the best alternative to Powder C. We can therefore use these data to consider a different question to the one posed in the study. If Powder A, the plasma atomised powder, had been the reference, rather than Powder C, then could Powder C have been differentiated from the other gas atomised powders by the testing carried out?
GKN had a specification in place prior to this work that included composition, manufacturing method, Hall Flow Index, and particle size. All five powders met this specification. That’s not to say they were identical, just that any differences were insufficiently significant to take powders outside of the established specification, limiting its value for differentiation.


Figure 1/Table 2: Powder morphology and particle size data fail to securely identify the best alternative to Powder A.
Figure 1/Table 2 shows powder morphology rankings and particle size distribution data for the samples. Powder morphology rankings are derived from SEM images taking account of sphericity and satellite content; particle size was measured by laser diffraction. These data do not securely identify Powder C as similar to Powder A. Differences in particle size are marked and while morphology rankings point to C, D and E are close behind.
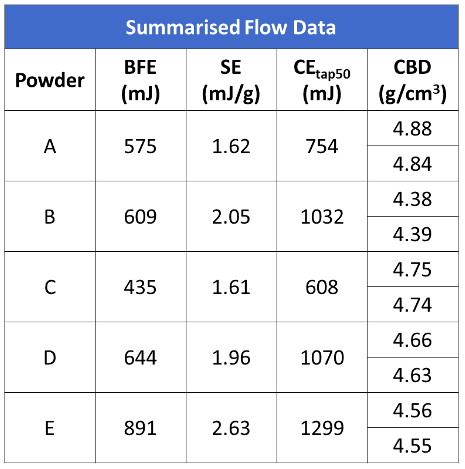
Table 3: Dynamic flow properties and bulk density all point to Powder C as being most similar to Powder A.
Tables 3 shows a selection of dynamic flow properties for the powders along with bulk density data all measured using the FT4 Powder Rheometer® (Freeman Technology, Tewkesbury, UK). Dynamic flow properties point consistently to Powder C being a potential alternative to Powder A. They indicate that Powders A and C are likely to perform somewhat comparably under most conditions, suggesting that Powder C may actually be more free-flowing. Conditioned bulk density values provide further reinforcement of the comparability.
Interestingly, there are fewer differences between Powder A and Powder C, PA and GA respectively, than between the GA samples illustrating the range of performance possible with GA materials. These data would easily justify a trial with Powder C, the results of which would confirm suitability.
These results demonstrate the value of dynamic powder properties and conditioned bulk density data in quantifying the impact of morphological differences and differentiating supplies in a relevant way. Particle pore data also proved relevant to powder performance, notably with respect to print quality.
Differentiating and optimising gas atomised powders
The preceding study highlights the scope for variability between GA metal powder supplies, and by extension the opportunity to optimise gas atomisation to improve performance. A second study by Chu et al2 provides further evidence of the value of dynamic powder testing to support such work. These researchers obtained two batches of AlSi10Mg powders, produced under different gas atomisation conditions, and investigated their performance in laser powder bed fusion (LPBF) printing. Batch 1, was produced using a melt superheat of 180oC in combination with an atomising gas pressure of 1.8 * 106 Pa while Batch 2 was produced at a lower melt superheat, 110oC, and higher atomising pressure, 3.5 * 106 Pa.
This marked difference in manufacturing conditions had a major impact on particle morphology. SEM images revealed Batch 2 to be far less regular than Batch 1 with more evidence of non-spherical particles, agglomeration, and satellites. As in the preceding study measurements with the FT4 Powder Rheometer® quantified the impact of these differences while traditional powder testing methods did not. Two traditional powder flow tests were applied – angle of repose and Hall Flow Index. Repose Angle (RA) provided no robust differentiation between the batches while Hall Flow Index testing gave a ‘no flow’ result in both cases. The powders were insufficiently free-flowing to pass through the funnel and no results were generated.
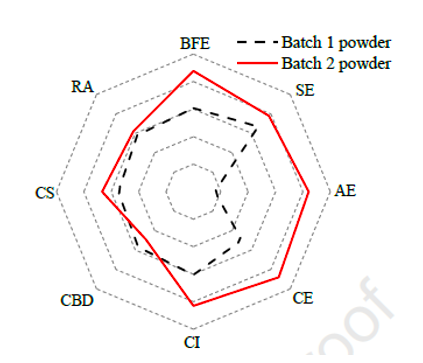
Figure 2: A radar plot of dynamic, shear and bulk properties identifies Batch 1 as superior; lower values of all properties, except CBD, are preferable. RA provides minimal differentiation.
In contrast, dynamic, shear and bulk density measurements identify Batch 1 as superior for print applications (see figure 2). It exhibits better flowability under a range of conditions (Basic Flowability Energy (BFE), Specific Energy (SE), Aerated Energy (AE) and Consolidated Energy (CE)) has lower Cohesion (CS), lower compressibility (Compressibility Index – CI) and higher Conditioned Bulk Density (CBD). These data suggest that Batch 1 will flow more easily within the printer and produce a more efficiently packed layer, a prerequisite for better print quality. Print trials confirm the superiority of Batch 1 with printed samples exhibiting higher quality/fewer defects. These results again show how appropriate bulk powder testing is able to translate morphological properties into quantifiable gains in process relevant parameters.
In conclusion
Metal powder manufacturers know how to improve particle morphology, how to deliver smoother, more spherical particles that can enhance print quality, but such improvements come at a cost. This makes it vital to understand the value of any gains. By assessing SEM micrographs it’s easy to see an improvement in particle morphology but not to evaluate its significance. This is where bulk powder testing has an important role to play. By measuring the right properties – particularly dynamic flow properties – it’s possible to determine whether an improvement in morphology will actually make a difference to printing performance. Bulk powder testing allows you to quantify what you need and identify the supply that meets those needs in the most cost-efficient way, however it’s made.
With thanks to Lisa Markusson, former Masters Student at Lulea University of Technology in Sweden, and Lars Östergren, Design Engineer Concept Development Additive Manufacturing for GKN Aerospace Sweden AB.
1L. Markusson ‘Powder Characterization for Additive Manufacturing Processes’ Thesis report. Published 2017
2F. Chu et al ‘Influence of satellite and agglomeration of powder on the processability of AlSi10Mg Powder in Laser Powder Bed Fusion’ J of Mat Res and Tech https://doi.org/10.1016/j.jmrt.2021.02.015
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
3D Printing News Briefs, June 18, 2026: Reseller, Relocation, Metal Space Powder, & More
We’ll start with business news in today’s 3D Printing News Briefs, as XJet appointed a value-added reseller in Germany, BIO INX is expanding its presence in the Italian market, and...
Scientists Use BMF to 3D Print Seal Whiskers That Track Prey Long After It’s Gone
Seals use their whiskers to hunt. Not Navy Seals, although they may in some way also, but this article is about lowercase seals. Not Seal the musician either; as far...
Researchers Combine AI and Bioprinting to Create Tiny Blood Vessel Networks
If 2026 has a theme in bioprinting, it may be blood vessels. Researchers can already print incredibly sophisticated tissues. The harder part is keeping those tissues alive. Without a network...
University of Arkansas Researchers Test Metal 3D Printing in a Mars-Like Atmosphere
If humans eventually establish a long-term presence on Mars, they will face a major manufacturing challenge almost immediately. Tools will break. Parts will wear out. Equipment will need repairs. But...































