

Hybrid 3D Printing, Part 4: Applications

Now that we’ve covered most of the notable hybrid manufacturing names in the space, both large and small, it would be helpful to know what this technology is even good for. As discussed in part one, the goal of hybrid systems is to combine the advantages of additive and subtractive manufacturing, resulting in an unbeatable method of production. Here, we’ll see how those capabilities find themselves deployed in the real world.
Molds and Tools
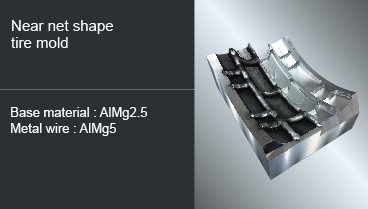
A tire mold made using Mazak hybrid manufacturing technology.
A widespread application for hybrid manufacturing currently in use today is the fabrication of metal molds and tooling. Mazak has demonstrated the use of its hybrid systems to create near-net shape tire molds beginning with a billet of A5052 aluminum alloy before additively depositing A5356 aluminum to completion.
Matsuura customer Owen Greenings & Mumford Ltd. Used a LUMEX Avance-25 to fabricate mold tool inserts featuring curved and spiral-shaped conformal cooling channels that introduce consistency to the injection molding process. Other parts made using Matsuura’s technology include molds for a waterproof connector that typically required multiple components, a digital camera mold with an internal lattice structure, a mold for an electric drive featuring water channels for reducing cooling times, and the cavity and core molds for a fan that can be manufactured simultaneously within a single build.

A mold for an electric drive with cooling channels along the surface of the part. Made using Matsuura’s hybrid manufacturing system.
In these instances, the incorporation of cooling channels or the incorporation of 3D printable lattice geometries are meant to speed up the cooling time of injection molds, while also improving consistency. As we’ve seen with traditionally 3D printed molds, the use of simulation software can allow for the optimization of this tooling to reduce weight and cooling time, thus speeding up the entire manufacturing process.
Sodick bills its OPM250L machine for creating molds with complex cooling channels closer to the surface of molds, allowing the heat to dissipate more quickly. In addition to more even cooling with less deformation, cooling time has been reduced by as much as 50 percent with overall cycling times between injection molds cut down by 21 percent.
Repair and Surface Coating
Repair work is a typical application for hybrid manufacturing, in part because directed energy deposition developed out of cladding work, which was first used for repair purposes. Mazak has showcased the use of its hybrid systems for repairing sheet metal molds.
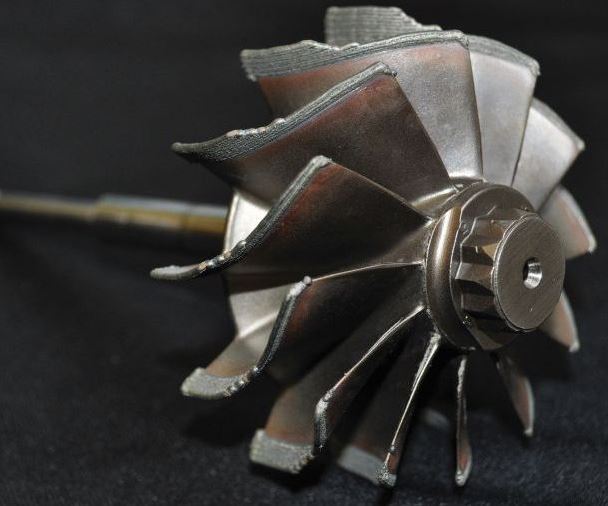
A partially finished impeller with tips coated in a different metal. The tips have yet to be machined. Image courtesy of Modern Machine Shop.
Similarly, cladding was originally used for the application of coating to parts. As a result, we’ve seen hybrid machines used to apply coating to objects. For example, Mazak’s equipment has been used to apply high-strength steel to a roll die cutter made from mild S45C steel. To coat a SUS304 steel agricultural blade, Mazak’s technology deposited tungsten carbide.
As demonstrated by these applications, DED technologies are able to fuse disparate metals, which is not as easily achievable using powder bed fusion processes.
Small, Specialized Parts
Mazak has demonstrated the use of its hybrid systems to produce general machine equipment, agricultural equipment and more. Beginning with a billet of SUS316, a Mazak machine deposited Inconel 7 18 to create a shaft for general machinery. Similarly, a Mazak system manufactured a screw conveyor additively depositing SUS316L steel onto a base billet of SUS304 steel.
Similarly, Matsuura’s hybrid machines have been used to make a variety of general industrial parts, including a face mill that was redesigned with a lattice structure that reduced the weight of the part by 23 percent. The weight of a blisk was cut by 44 percent by fabricating it with lattices and a hollow structure. A cooling fin was also produced featuring surface shapes that could only be made using a hybrid 3D printer, with no additional cutting work required.

A blisk with internal lattice structure made using Matsuura’s hybrid technology. Image courtesy of Matsuura.
GE uses the Matsuura LUMEX Avance-25 system to fabricate control valve parts for the company’s Kariwa oil and gas plant in Japan. The part includes curved shapes, meshes and hollow structures that could only be produced with this hybrid technology.
GE’s pump control valve made using hybrid manufacturing from Matsuura.
According to SME, hybrid manufacturing presents six percent of medical 3D printing applications. Hybrid manufacturing is deployed for two percent of medical prototyping, three percent for making anatomical models, three percent of surgical guides fabrication, and five percent for orthotics and prosthetics. One example to highlight is the use of Optomec’s LENS Hybrid CA system to produce dissolvable magnesium parts for medical implants by the University of Nebraska-Lincoln. The school is researching the fabrication of patient-specific implants that can dissolve so that subsequent implant removal is rendered obsolete.
Hypothetically, any part that requires milling in the post-processing stages could potentially be made using a hybrid system. Take a unique dental abutment developed by dental implantologist Dr. Mario Kern. Using the MLab cusing 200R from GE Additive, Kern was able to 3D print a titanium abutment that was then milled using a George Fischer milling machine, using FollowMe hyperDENT software that managed both processes.
While milling could not be used to fabricate the part alone, due to its thin walls, it was implemented for post-processing after the Mlab machine fabricated the abutment. The ultimate workflow did not result in the 85 percent material waste that would be associated with milling, while improving the speed of production by 50 percent compared to casting.
Large, Specialized Parts
For the large-scale systems we’ve discussed, including the LASIMM and Kraken printers, as well as the polymer systems from Ingersoll and Thermwood, hybrid manufacturing can be used to make large, specialized parts. This could mean immense tooling for the construction of airplane wings, as demonstrated by Oak Ridge National Laboratory, or end parts and prototypes.
The large-scale additive manufacturing (LSAM) process from Thermwood has validated the production of a yacht hull mold, a Bell helicopter blade mold and a concrete mold. Additionally, LSAM has been used to make a Boeing 777X trim fixture. The Ingersoll Masterprint was used by the University of Maine to 3D print a functional boat hull.
The LASIMM has been designed with the goal of making fuselage frames, a cantilever truss and a wind turbine to demonstrate the technology’s ability to work in the aerospace, construction and energy sectors. The Kraken project was used to make a polymer waterproof covering that could be used to cover electrical systems during tunnel construction, as well as the front and rear aluminum frames of an Alfa Romeo 4C, with carbon fiber composite between, and a mock-up of a Pininfarina automobile.
In reviewing these applications, it’s clear that, at least in the short term, hybrid manufacturing will be used for tooling and repair purposes. As the technology advances and as users grow accustomed to them, it will be increasingly used for end parts. This will be greatly accelerated through the development and adoption of standards for hybrid manufacturing.
As viable as these applications may be, it’s important to note that metal hybrid manufacturing does not include a heat treatment step within the production process. One mold manufacturer has told us that, based on his experience and stories from others in the field, the lack of heat treatment has a significant impact on the overall quality of the mold. Without treatment, the metal parts can be very brittle and prone to cracking so that, once milling begins, the components will become damaged and unusable.
However, it’s hard to believe that this many manufacturers would be investing so much in this technology knowing of such fundamental defects and must have workarounds for them. This is an issue we hope to investigate further.
Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
Holcim, COBOD and PERI Print 12 Unit Social Housing Project in France
Holcim has announced that a 12-unit residential structure, ViliaSprint² in Bezannes, France, was finished in a year. Nice to see that people seem to be properly building structures rather than...
Former Spy/Congressman to Head New Federal Division at Construction 3D Printing Powerhouse ICON
Earlier this year, the Department of Defense (DOD) broke ground on its biggest additive construction (AC) project to date, aiming to complete ten new barracks at Texas’s Fort Bliss US...
U.S. Army Begins Construction of 10 3D Printed Barracks at Fort Bliss
The U.S. Army has begun construction of 10 3D printed barracks at Fort Bliss in El Paso, Texas, in what is being described as the Department of Defense’s largest 3D...
PALFINGER and ICON Partner to Push 3D Printed Construction Into Heavy Industry
Construction 3D printing pioneer ICON is teaming up with Austrian crane specialist PALFINGER in a move that could help bring large-scale 3D printing closer to mainstream construction use. The two...






























