

SABIC Explores Effects of Autoclave Tooling on Large Format Additive Manufacturing Parts

![]() Headquartered in Riyadh, Saudi Arabi, SABIC is a dynamic company bringing forth innovation in materials and techniques to the additive manufacturing industry. Recently, they produced a case study regarding autoclave tooling, exploring its overall effect on the performance of a 3D printed tool. ‘Autoclave Tooling Using Large Format Additive Manufacturing (LFAM) Technology,’ authored by Walt Thompson, Tim Allessio, and Kim Ly of SABIC and Scott R. Huelskamp of the University of Dayton Research Institute, gives us insight into the use of autoclaves and progressive approaches in tooling.
Headquartered in Riyadh, Saudi Arabi, SABIC is a dynamic company bringing forth innovation in materials and techniques to the additive manufacturing industry. Recently, they produced a case study regarding autoclave tooling, exploring its overall effect on the performance of a 3D printed tool. ‘Autoclave Tooling Using Large Format Additive Manufacturing (LFAM) Technology,’ authored by Walt Thompson, Tim Allessio, and Kim Ly of SABIC and Scott R. Huelskamp of the University of Dayton Research Institute, gives us insight into the use of autoclaves and progressive approaches in tooling.
LFAM occurs via the melting of plastic pellets on a large scale and allows for the use of additional additives from glass to carbon fibers, minerals, and more, offering strength and performance that the SABIC team states cannot be achieved through the use of unfilled resins. In the creation of large parts, strength and cohesion are required to sustain comprehensive structure not only during the time of printing but afterward when the final result may be serving as an important prototype or functional piece.
Large parts can be printed, with all the typical benefits of additive manufacturing and 3D printing, such as production of complex geometries that are made quickly, and affordably. For industries delving into progressive technology in manufacturing, the advantages of 3D printing on any scale are enticing due to the savings in time and money as compared to conventional processes like computer numerical control (CNC) machining; in fact, with LFAM technology, multiple designs and multiple iterations can be made just in the time that it would take to create one metal tool via CNC machining.
Refinement within the autoclave environment has been a major issue, however. The SABIC team points out that a serious obstacle in replacing metal tools with those made by LFAM has been finding a suitable resin/filler system combination. Any material used must not only have good printability but also be able to hold up against temperatures, loads, and size requirements.
“Dimensional stability of the printed tool is critical, as movement of the tool can have a negative effect on final part quality,” states the SABIC team.
Application requirements for this study are as follows:
- Autoclave cycle ability @ 350°F @ 85 – 90 psi pressure
- Ability to withstand greater than 10 autoclave cycles and maintain vacuum
- Maintain dimensional profile tolerances of +/-0.005 inches, over the tooling surface before, during and after autoclaving
Using their expertise in materials, SABIC suggested the use of LNPTM THERMOCOMPTM AM EZ006EXAR1 compound, providing a combination of ULTEMTM resin, a high-temperature material used in aerospace applications. The team used several different tool sizes in experimenting during this study and ultimately, focused on one type of geometry that is often used in military aircraft designs. The tool was then printed at the SABIC Polymer Processing Development Center (PPDC) in Pittsfield, MA, on the BAAM machine, technology we have been following since they used it to develop reinforcements for automobiles previously, a yacht hull and also have used the technology in connection with the development of other new materials.
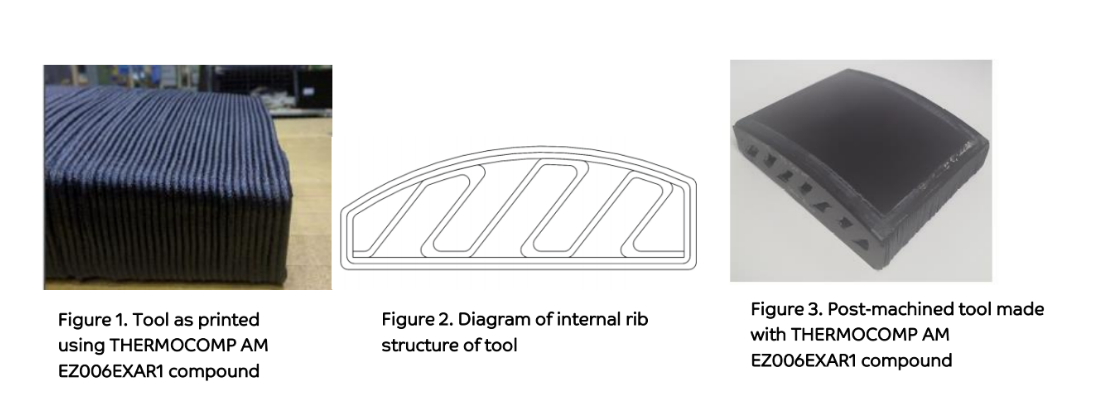
Four different phases of testing followed. Phase 1 involved 3D scanning of the tool with a Creaform HandySCAN 3D® handheld scanner.
“After scanning, the tool surface was vacuum bagged,” stated the SABIC team in their case study. “Minimal loss of vacuum was visually observed, indicating that the TD Seal HT provided a good sealing surface. The tool was then placed in an oven and heated to 350° F. After soaking for 4 hours, the tool was removed from the oven and the vacuum integrity was checked a second time. Again, no significant vacuum loss was visually detected.”
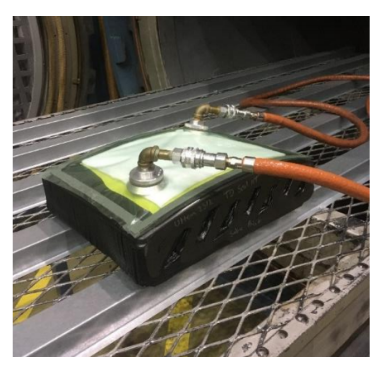
Tool setup before autoclaving
In Phase 2, the SABIC team tested the tool in autoclave cycling at PPDC.
“During each cycle, a composite layup was placed on the tool and autoclaved to cure the composite. The composite lay-up and autoclave process included two plies of RM 2005 epoxy/carbon prepreg manufactured by Renegade Materials Corporation.”
Five testing cycles were completed in the autoclave, and then the tool was scanned again revealing that 99.7% of the tooling surface was within +/-0.004 inches of the baseline scan conducted after the Phase 1 testing was completed.
In Phase 3, the tool endured further testing in five more autoclave cycles, using the same methods, although pressure was increased to 100 psig.
“In comparison to the baseline scan, the results were similar to those seen after the first five autoclave cycles: 99.7% of the tooling surface was within +/-0.004 inches of the baseline scan,” explained SABIC.
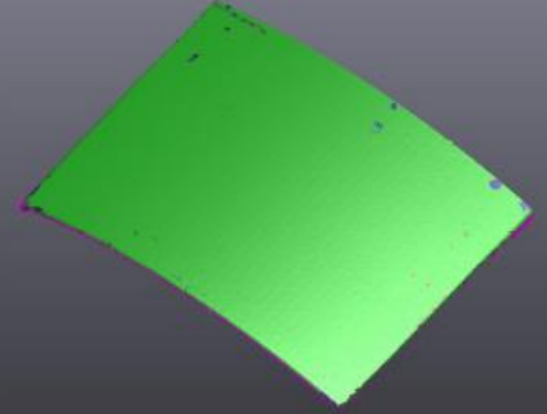
Tooling surface after five cycles.
In Phase 4, the tool went through extreme measures with ten cycles in the autoclave using the same methods as Phase 3. Scanning was performed again afterward, and when compared to the baseline, the researchers saw that 99.7% of the tooling surface was still within +/-0.004 inches of the original baseline scan. In conclusion of this research, the SABIC team stated:
“This study shows that LNP THERMOCOMP AM EZ006EXAR1 compound is a viable feedstock material for composite tooling applications. More broadly, it confirms that LFAM is a viable process for producing autoclave tooling that can withstand at least 20 standard autoclave cycles without introducing dimensional inaccuracies into the part.”
“The team recognizes the need, moving forward, to quantify the actual time and cost savings using LFAM versus incumbent tooling approaches. However, initial estimates show a significant savings in both time and cost. This needs to be validated in future work.”
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
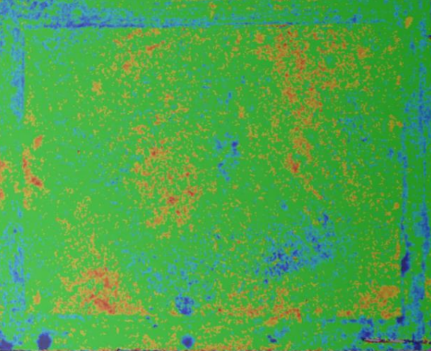
Tooling surface after 20 cycles.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
RAPID 2026 in Pictures: The Coolest & Craziest Things on the Show Floor
Last week, North America’s premier 3D printing trade show, RAPID+TCT 2026, came to Boston. I spent two days trekking the show floor, trying to see as much as I could,...
ExOne Cuts Costs for U.S. Customers as Printhead Production Moves to Detroit
ExOne Global Holdings, created through the 2025 integration of ExOne and voxeljet, is making changes across its U.S. operations. These include starting printhead manufacturing in the Detroit area and lowering...
Euler Viewer for Metal LPBF 3D Printing Released
Icelandic software startup Euler has released Euler Viewer, a real time build viewer for metal LPBF. The product does not need to be installed, and doesn’t require hardware to be...
3D Printing News Briefs, April 11, 2026: Energy Targets, DoW Contracts, Nike Air Max, & More
We’re starting with 3D printing for energy applications in this weekend’s 3D Printing News Briefs, and then moving on to military and defense 3D printing. Finally, Nike Sportswear is focusing...





























