
UK Researchers Examine Particle Dynamics in Powder Bed Fusion

In ‘Fluid and particle dynamics in laser powder bed fusion,’ authors P. Bidare, I. Bitharas, R.M. Ward, M.M. Attallah, and A.J. Moore examine laser bed and powder bed interaction. In this study, the team was able to study and create images of areas where powder was removed during single line and island scans.
Research gave the scientists further insight into the PBF process, making it obvious that it is more dynamic than previously realized, and includes substantial movement (driven by the laser-induced plume of metal vapor and plasma above the melt pool) between power and agglomerates both in and above the powder bed. Previously, images have been recorded through a Renishaw AM250 3D printer, but laser and powder particles ‘could not be resolved.’ Other image sequences, however, were used to discover powder areas overheating, and then defects.

Schematic of the open-architecture PBF system with modifications for high-speed imaging and schlieren imaging.
The scientists used an open architecture PBF system for in situ measurements, offering automated build of fully dense components. The computer offers:
- Vertical movement of the build plate between layers
- Movement of the silicon cord powder spreader
- Laser illumination and scanning
- Flexibility is available for laser power and speed
The system offers high resolution imaging plus the ability to melt single tracks in the powder bed and during builds using multiple layers.
“Minor modifications were made to the top and end faces of the Perspex shielding chamber to incorporate viewing windows,” stated the researchers. “For top views of the powder bed, a window of diameter 50 mm made from infra-red absorbing KG glass was added.”
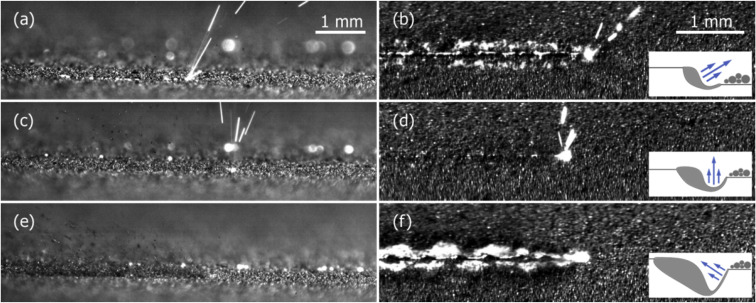
High-speed images for side and top views when scanning single tracks (left to right scan direction) with laser power and scan speeds of (a) and (b) 50 W and 0.1 m/s; (c) and (d) 100 W and 0.5 m/s and (e) and (f) 200 W and 1 m/s. Inset is a schematic of the melt pool shape, which determines the laser plume direction. The videos for all figures are included in the supplementary material.
Direct imaging was allowed through the top viewing window, with an infra-red absorbing window offering the side views. The team inserted the camera onto a tilt stage, transforming the powder bed area, and meaning that several areas could be both scanned and imaged. They then moved forward in imitating gas and plasma dynamics during PBF thermal effects. For process thermodynamics, an energy balance was used to account for all types of heat transfer from conductive to convective to radiative.
Temperature increases build plasma density and powder agglomerates forming when scanning islands.
“Agglomerates can also be affected by the laser plume-induced flow: they can be drawn back into the melted track, presumably with an increased likelihood of producing porosity, or ejected into the atmosphere and produce large molten beads if they interact sufficiently with the laser beam, hot gas, or a combination of both.”
Laser plume was directed in a forward motion for the first time from the melt pool, and other studies have remarked on this happening because of droplet detachment. The team also believes the forward motion is specific to PBF.
“The combined results showed that the inert atmosphere and laser plume are integral to the heat, mass and momentum transfer of the process,” concluded the scientists. “Their inclusion in numerical models is critical to process optimization, to identify parameter sets which result in reduced denudation. Observation of plume and particle behavior under cross-flow emphasized the importance of uniform extraction streams above the bed, carrying enough momentum to prevent contamination of the bed from ejected particles. Taking hydrodynamic phenomena into account during process planning can improve the overall build quality and limit the adverse effects of ejected vapor and particles.”
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.

(Top) Calculated temperature fields for 50, 100 and 200 W laser power. (Bottom) Calculated velocity surface plot of fast laser plume, with arrows showing the slower atmospheric gas flow that it induces.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
Precision at the Microscale: UK Researchers Advance Medical Devices with BMF’s 3D Printing Tech
University of Nottingham researchers are using Boston Micro Fabrication‘s (BMF) 3D printing technology to develop medical devices that improve compatibility with human tissue. Funded by a UK grant, this project...
3D Printing Webinar and Event Roundup: April 21, 2024
It’s another busy week of webinars and events, starting with Hannover Messe in Germany and continuing with Metalcasting Congress, Chinaplas, TechBlick’s Innovation Festival, and more. Stratasys continues its advanced training...
3D Printing Webinar and Event Roundup: March 17, 2024
It’s another busy week of webinars and events, including SALMED 2024 and AM Forum in Berlin. Stratasys continues its in-person training and is offering two webinars, ASTM is holding a...
3D Printed Micro Antenna is 15% Smaller and 6X Lighter
Horizon Microtechnologies has achieved success in creating a high-frequency D-Band horn antenna through micro 3D printing. However, this achievement did not rely solely on 3D printing; it involved a combination...



























