
Researchers Develop High-Viscosity Liquid Jetting 3D Printer


Micro-droplet jetting 3D printing typically uses low-viscosity material, but in a study entitled “Research and Development of a 3D Jet Printer for High-Viscosity Molten Liquids,” a group of researchers investigates using the technology for high-viscosity liquids. Micro-droplet jetting manufacture, or MDJM, is based on discrete deposition technology, which “sprays liquid through a 3D printing device, controls the trajectory of the droplet ejection via the motion platform, accurately sprays the droplet at a specified position, and gradually accumulates into a three-dimensional model.”
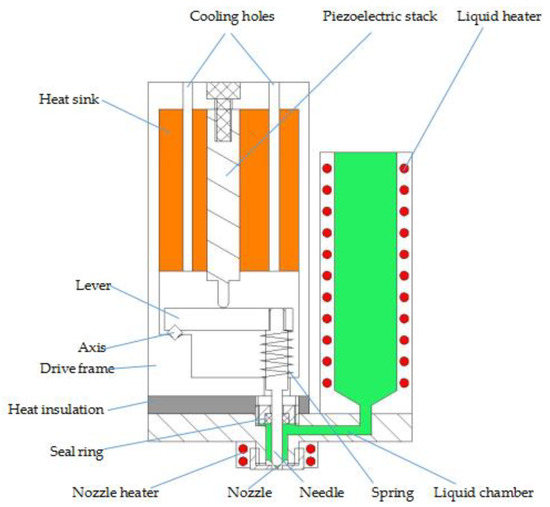
The technology is used in biomedical manufacturing, three-dimensional microstructure manufacturing, microelectronics, micro-spacecraft and more. In the paper, the researchers develop a jet 3D printer consisting of a piezoelectric stack, drive frame, lever, heat insulation, heat sink, heater, needle and nozzle. A device for ejecting high-viscosity fluid is designed by analyzing the injection principle of the fluid.
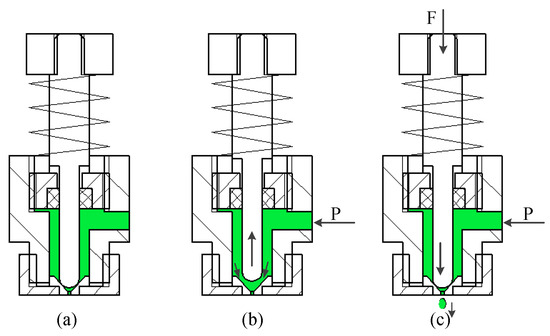
“Initially, the cooling mechanism is designed to overcome the defect that the piezoelectric stacks cannot operate in high-temperature conditions,” the researchers state. “Thereafter, the mathematical model of the liquid velocity in the nozzle is derived, and the factors influencing injection are verified by Fluent.”
The needle velocity of the 3D printer was tested by a laser micrometer, and the relationship between voltage difference and the needle velocity was also obtained.
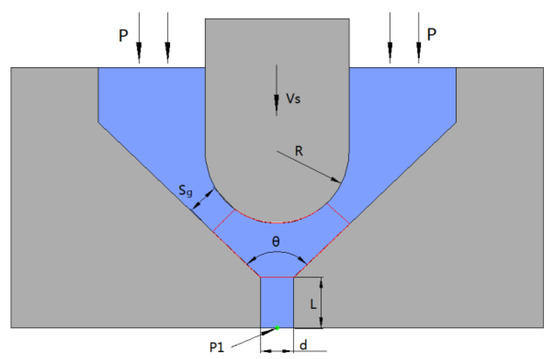
“The experimental results matched the theoretical model well, showing that the voltage difference, needle radius, nozzle diameter, and taper angle are closely related to the injection performance of the 3D jet printer,” the researchers state. “By using a needle with a radius of 0.4 mm, a nozzle with a diameter of 50 μm, a taper angle of 90°, a supply pressure of 0.05 Mpa, and a voltage difference of 98 V, a molten liquid with a viscosity of 8000 cps can be ejected with a minimum average diameter of 275 μm, and the variation of the droplet diameter is within ±3.8%.”
Several experiments were run on the influencing factors of injection, such as the voltage difference, the needle radius, the nozzle diameter and the nozzle taper angle. The researchers came to the following conclusions:
- The defect that the piezoelectric stacks cannot operate in high-temperature conditions can be solved by a specially designed cooling mechanism
- The velocity of the needle is positively correlated with the voltage difference of the piezoelectric stacks
- Through simulation analysis and experimental research, the ejection capacity of the jet printer is positively correlated with the velocity and the radius of the needle and negatively correlated with the diameter and taper angle of the nozzle
- Through experimental comparison, by using a needle with a radius of 0.4 mm, a nozzle with a diameter of 50 μm, a taper angle of 90°, a supply pressure of 0.05 Mpa, and a voltage difference of 98 V, a molten liquid with a viscosity of 8000 cps can be sprayed with the minimum average droplet diameter of 275 μm, and the variation of the droplet diameter was within ±3.8%
For this study, the researchers used a type of polyurethane. In future studies, the researchers conclude, the focus should be on the effect of other high-viscosity molten liquids that have not been used for jetting in 3D printing before. This could potentially open up new applications for the technology.
Authors of the paper include Yang Yang, Shoudong Gu, Jianfang Liu, Hongyu Tian and Qingqing Lv.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
3D Printing News Briefs, June 4, 2026: Anniversary, Maritime, Marine Organisms, & More
In today’s 3D Printing News Briefs, Snapmaker is celebrating 10 years with a series of updates. XJet is collaborating with eqops for sales and support across the UK and Ireland,...
3D Printing News Briefs, April 22, 2026: DINOs, Post-Processing, AM for Aerostructures, & More
We’ll start with event news in today’s 3D Printing News Briefs, as AMUG presented its DINO Award to six members at this year’s conference, and Axtra3D celebrated its five-year anniversary...
Aerospace Giant IHI Bets on Freemelt E-Beam 3D Printing for Next-Gen Turbine Alloys
IHI Europe has purchased a Freemelt electron-beam powder-bed fusion (E-PBF) system. Previously, parent IHI bought two Freemelt systems, bringing the total to three. IHI is a Japanese engineering conglomerate. The...
3D Printing News Briefs, March 28, 2026: TCT Asia, Distribution Agreement, FDA Clearance
We’re starting 3D Printing News Briefs this weekend with some news out of TCT Asia, and then moving on to a metal AM distribution agreement between MULTISTATION and WAAM3D. We’ll...




































