

Nikon Metrology Finds Great Benefit Using Micro CT to Verify Structure of 3D Printed Metal Parts


 Nikon Metrology understands that 3D printing is a technology we’ll not only be learning about and using both today and in the future, but growing with as well in both innovation and evolution. And in order to do that with excellence, we must also be improving ways to refine and verify processes for quality assurance and structural integrity. As the Nikon Metrology team points out, analysts are predicting the following:
Nikon Metrology understands that 3D printing is a technology we’ll not only be learning about and using both today and in the future, but growing with as well in both innovation and evolution. And in order to do that with excellence, we must also be improving ways to refine and verify processes for quality assurance and structural integrity. As the Nikon Metrology team points out, analysts are predicting the following:
- IDC states that 3D printing will reach $27 billion by 2019.
- Markets and Markets sees 3D printing hitting a 30% compound annual growth, reaching $30 billion in 2022.
- PricewaterhouseCoopers says that more manufacturers see 3D printing being used in high-volume production in the next three to five years.
With those figures in mind, Nikon Metrology points out that 3D printing in metal is going to play a major role, especially in sectors such as aerospace where quality components can be produced with more lightweight structures—as well as affordable ones that are created faster and more efficiently.
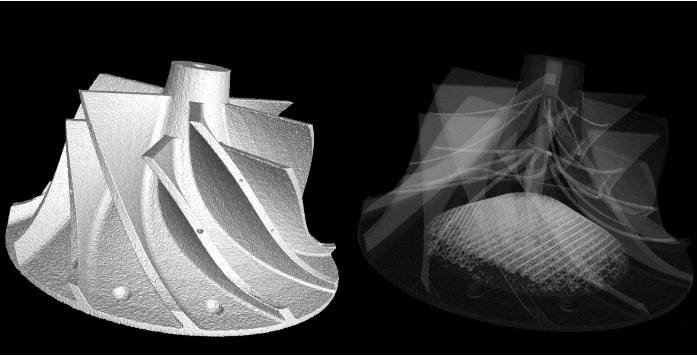
Scans allow users to check internal and external features of a 3D printed part.
“For such safety-critical aerospace components as well as automotive, energy, and medical devices, it is essential to know whether voids or inclusions are present, how large they are (both individually and in total), and where they occur – and also whether the dimensions of the part conform to those of the design,” states the Nikon Metrology team in their latest press release.
Citing the use of CTs in micro form as a ‘powerful answer,’ the Nikon Metrology team uses a method where they supply a full 3D density map of a metal sample and then it’s translated in a user-friendly format via the CT. No matter the method of manufacturing, it is of course crucial to inspect for any integral issues.
“Using conventional manufacturing techniques, one would always inspect a weld for voids and inclusions,” states the Nikon Metrology team. “Well, in metal additive layer manufacturing, the whole sample is essentially one large weld!”
Obviously, it might be a bad idea to wing it, just hoping for the best, when an important project is at stake. The metal 3D printing process sometimes produces completely random defects, meaning that whatever is produced must be checked out comprehensively, seeking out:
- Powder residues blocking channels
- Defects (voids and inclusions) – porosity, contamination, cracking
- Departure from the CAD model – dimensional analysis, wall thickness measurements, warping
The micro CT is able to determine cooling and flow channels to an accuracy of 50-100 µm, and is even capable of seeing defects as fine as those allowed by the number of pixels across the detector. And if contrast with surrounding materials stands out enough, users may even be able to see defects that are below the nominal resolution. For example, given a 3µm X-ray focal spot, the Nikon team states, they can still see a 0.5µm gold foil edge-on.
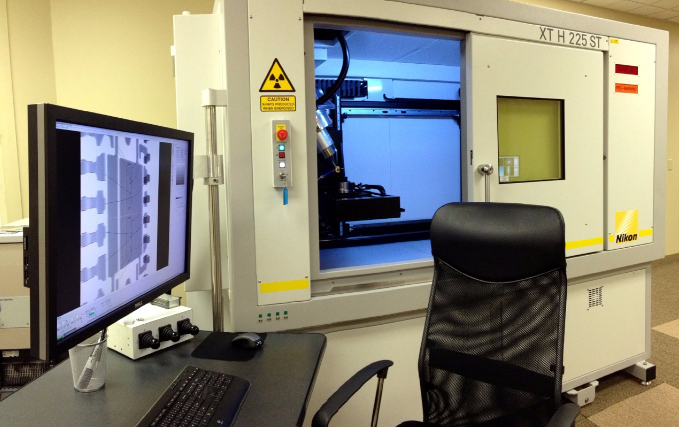
The team offers an example recently included from a paper, ‘Assessing Additive Manufacturing Processes with X-Ray CT Metrology,’ recently given in front of the American Society for Precision Engineering, stating that for their research purposes, they used a CT to examine a 3D printed flexure mechanism.
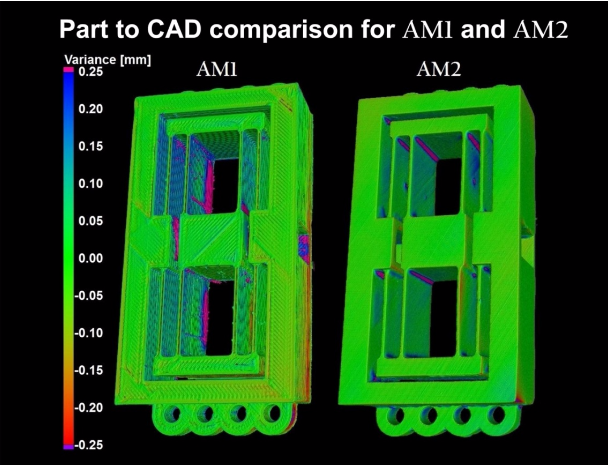
“A first flexure sample (AM1) was manufactured by fused deposition modeling (FDM), which for pedagogical reasons and with the aim of illustration will be called AM1. A second sample (AM2) was manufactured by stereolithography (STL),” stated the researchers in their paper. “For reference, the FDM and STL processes have in general printing resolution of approximately 100 μm and 0.5 μm, respectively.”
“Micro CT scans show variance analysis for both AM1 and AM2 flexures against the original CAD model. From the measurements, it can be seen that deviations from the nominal geometry (CAD model) rise up to ±0.25 mm and larger when using the AM1 process. In contrast, the AM2 process generated part-to- CAD deviations mostly between ±0.1 mm, with a few exceptions particularly around surface edges or corners. In addition to external checks, a cross section of AM1 shows residual internal and spatial deformations. On the other hand, the manufactured part generated by the AM2 process (bottom figure) does not reveal the presence of major deformations in the thin-walled flexure leaf structures.”
 Obviously, the benefits of the micro CT are plentiful when it comes to production-line use, allowing for greater speed, as well as allowing for scanning of similar parts, to be automated during loading and unloading, with scans possible at just several tens of seconds per part. According to the researchers, with micro CT, users are able to gain all of the following:
Obviously, the benefits of the micro CT are plentiful when it comes to production-line use, allowing for greater speed, as well as allowing for scanning of similar parts, to be automated during loading and unloading, with scans possible at just several tens of seconds per part. According to the researchers, with micro CT, users are able to gain all of the following:
- Better insight into the inside of ALM parts
- Faster optimization of the ALM prototyping and production processes
- Quality control – much higher confidence in incoming and outgoing parts
- Reduced costs by avoiding destructive testing
Nikon Metrology sees themselves as accompanying the rewriting of the manufacturing rules book occurring as 3D printing evolves further, offering a suitable method that allows for quality control in a non-destructive manner. To find out more about this subject, see Nikon Metrology, and discuss further in the Nikon Metrology & 3D Printing forum over at 3DPB.com.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Aires Tide Designed with AI, Supercomputers, and 3D Printing
The Department of Energy‘s National Nuclear Security Administration (DOE/NNSA) is part of the US government that manages the US nuclear stockpile, helping to upgrade, improve, and maintain nuclear weapons, and...
3D Printing News Briefs, June 27, 2026: Nanoscale 3D Printing, Defense Readiness, & More
We’re starting with a story about a grant for advanced nanoscale 3D printing in this weekend’s 3D Printing News Briefs, and then on to metal additive manufacturing (AM) for defense...
US Army Awards Continuous Composites 3D Printed Missile Component Contract
Despite the very loud, indignant claims from American defense officials that the US hasn’t depleted a significant portion of its munitions stockpiles, the US has depleted a significant portion of...
Why Qualification Is Becoming the Next Frontier for AM in Energy
The energy industry doesn’t have much room for failure. Components used in power generation often operate under extreme temperatures and pressures, sometimes for decades at a time. That’s one reason...






























