

FDM 3D Printing with PEEK for Small Medical Implants

German researchers focus in on 3D printing materials for the medical field, outlining their findings in the recently published ‘Parameters Influencing the Outcome of Additive Manufacturing of Tiny Medical Devices Based on PEEK.’
As thermoplastics continue to rise in popularity for a variety of applications, PEEK is at the top of the list for many users seeking a high-performance material. As a member of the polyaromatic ether ketones (PAEKs), PEEK also is made up of molecules that are both temperature and chemical resistant.
Suitable for use with medical implants in orthopedics, conditions of the skull, devices with antibacterial agents, and more, PEEK is still produced in conventional ways like injection molding, machining, and more; however, now, AM processes allow for even greater potential in the biomedical realm.
Additive manufacturing processes with PEEK allow for more complex geometries to be fabricated, meaning that scientists can create viable scaffolds for bioprinting, as well as implants that are biocompatible. Today, FDM 3D printing is used most often with materials like PEEK due to accessibility and affordability. For this study, the authors are focused on the best parameters for small PEEK implants, working from their own research and that of other scientists too.
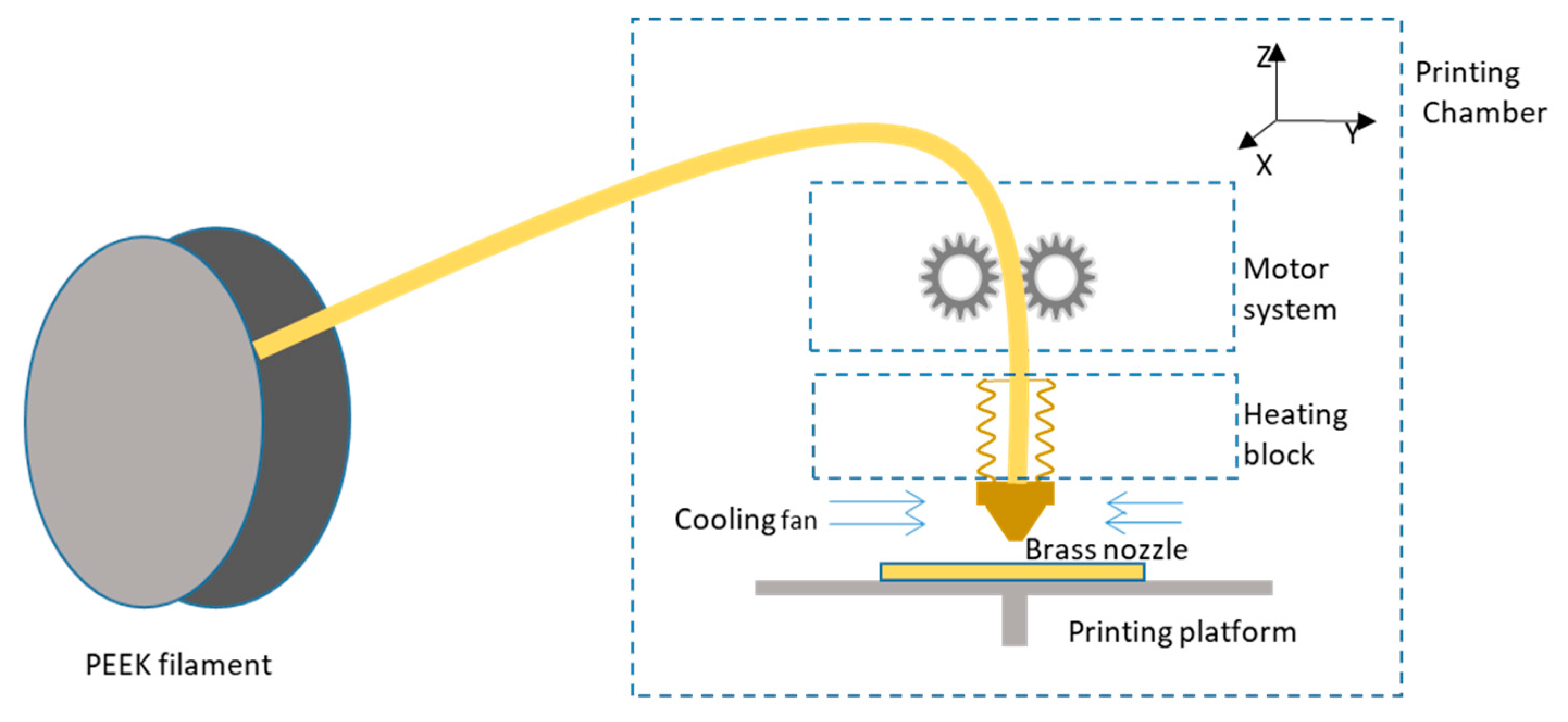
Schematic diagram of fused deposition modeling (FDM) 3D polyether ether ketone (PEEK) printer.
The work of twelve different research scientists was reviewed, spanning thirteen articles.
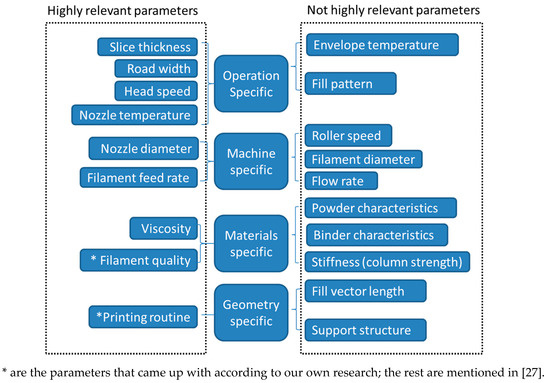
Schematic diagram of parameters that have effects on small PEEK parts made from FDM [27].
- Temperature
- Raster angle
- Layer thickness
- Filling ratio
- Printing speed
Undeniably, one of the greatest paths to success in 3D printing is to understand parameters and properties. Viscosity must be considered, and the authors examine some of the previous work that higher temperatures and ‘slower feeding speed’ are conducive to better results in PEEK 3D printing. Temperature also plays a major role, offering ‘pronounced influence’ on the process.
“Nozzle temperatures have been explored within a range from 340 °C to 480 °C. Wu et al. found when the nozzle temperature is 350 °C, the warping deformation of PEEK samples is minimal. Vaezi et al. identified nozzle temperatures of 400–430 °C as an applicable range,” stated the researchers.
“Nozzle temperatures below 400 °C caused either nozzle clogging or delamination of the final product, and above 430 °C resulted in either considerable filament deformation or material degradation. Hu et al. designed a new heater control nozzle module to improve the temperature uniformity in the printing area.”
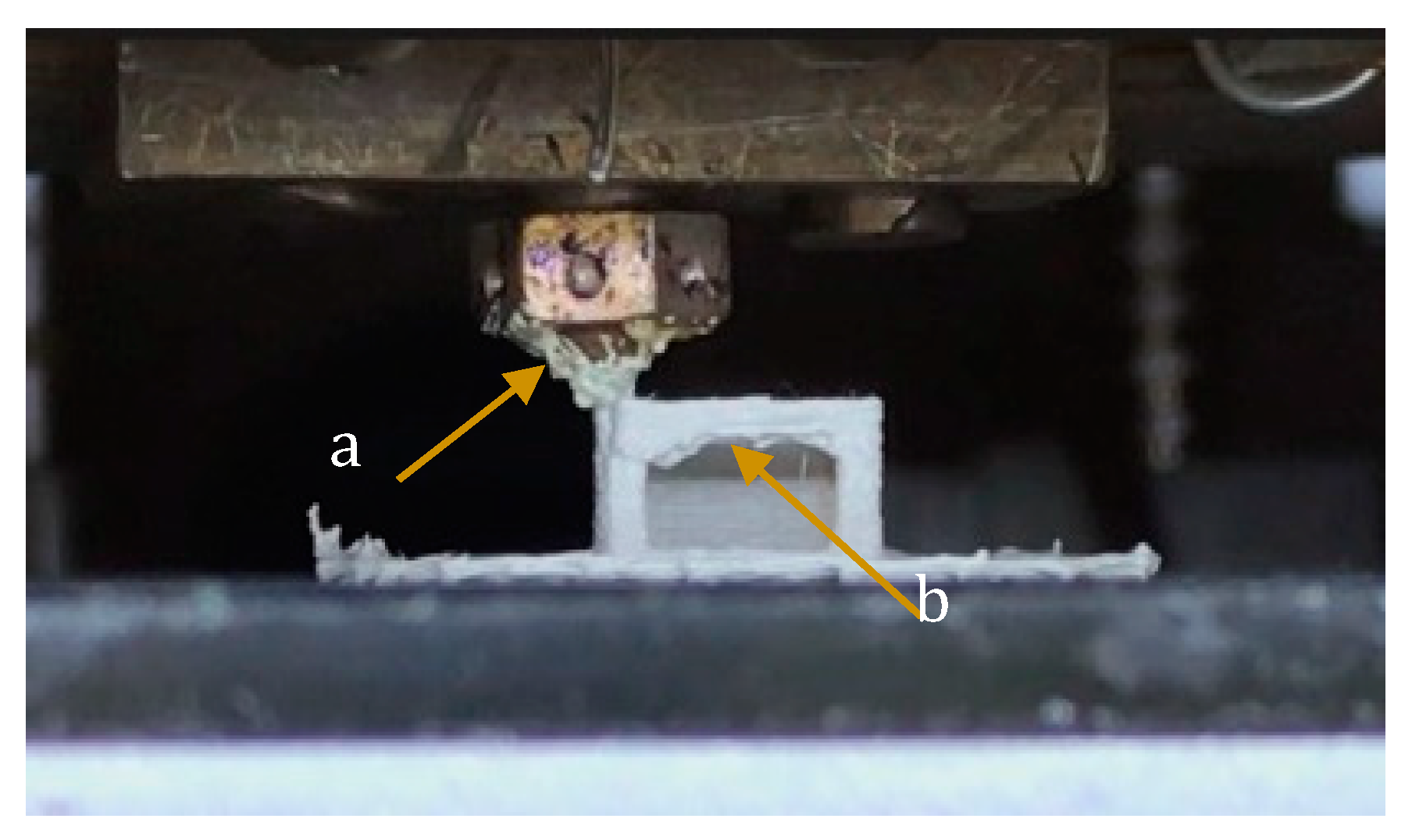
A shot of the 3D printer in the processing of DC4430 PEEK. (a) The residual material sticking to the nozzle. (b) The structure defect of sample.
Reduction of nozzle diameter may play a role in success also, allowing for better part accuracy as ‘precise control’ is maintained. Printing speed is always an important parameter, and must match the extrusion speed to avoid issues with the nozzle such as sticking or clogging:
“Geng et al. investigated the effects of the extrusion and printing speed on the microstructure and dimensions of an extruded PEEK filament,” stated the researchers. “They performed the experiments with nozzle diameters of 0.4, 0.5, and 0.6 mm and printing speeds from 0.1 to 120 mm/min. They concluded that during the FDM of PEEK, the melt pressure directly affects the surface morphology and extrusion diameter of the filament, and higher melt pressure is beneficial for the reduction of surface defects on the extruded filament.
“Rahman et al. took a printing speed of 50 mm/s in their experiments while Han et al. applied a printing speed of 40 mm/s in theirs. Deng et al. achieved optimal tensile properties for PEEK specimens when the printing speed was 60 mm/s. According to the results above, we can assume that a reasonable speed value for the printing of PEEK with a 0.4 mm diameter nozzle should lie in the range of 40–80 mm/s.”
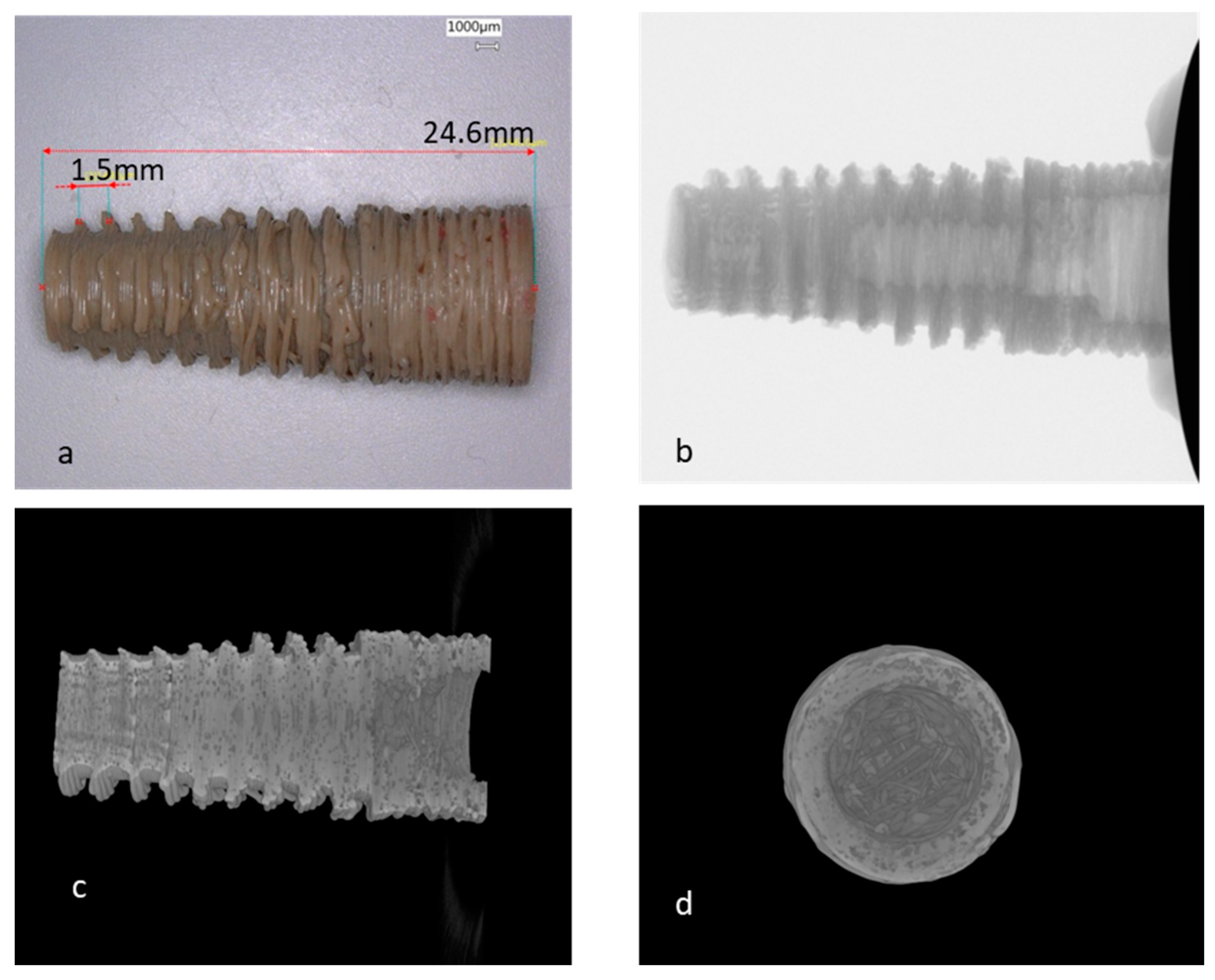
CT of a magnified dental implant produced with Apium HPP155 ((a) is the printed implant, (b–d) are micro CTs of the sample).
During their own experiments for the study, the research team used PEEK to create a sample dental implant with both internal and external structure. They used 3D printers from Orion, and from Apium.
In printing a magnified dental implant (almost three times as big as a realistic model) using the Apium HPP155 Printer, the research team relied on their own knowledge as well as that from the other articles reviewed. They found the implant to be unacceptable due to inferior inner and outer screw depth, and porosity levels. Even smaller implants failed.
Hoping for better success, the team moved on to printing with the Orion. There, they achieved better results, although the initial sample was somewhat crooked. Moving forward, they did have improved success in using a 0.15 mm nozzle while printing a ×1.2 scale implant. Both reproducibility and surface quality were ‘acceptable’ in that specimen.
“We got the best specimens with the 0.15 mm nozzle when printing the ×1.2 scale implant, which is acceptable in both the reproducibility and surface quality,” stated the researchers.
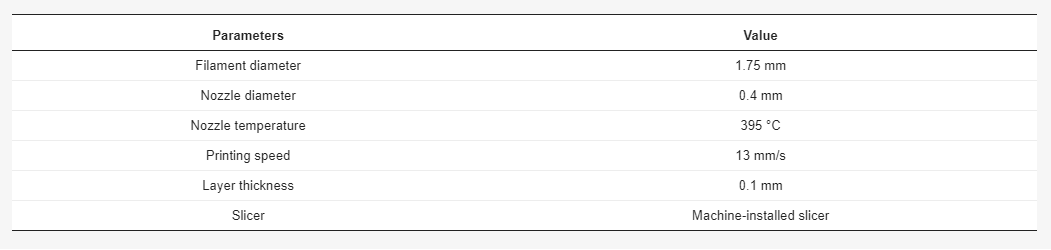
The parameters used for dental implant printed with Apium HPP155 printer.
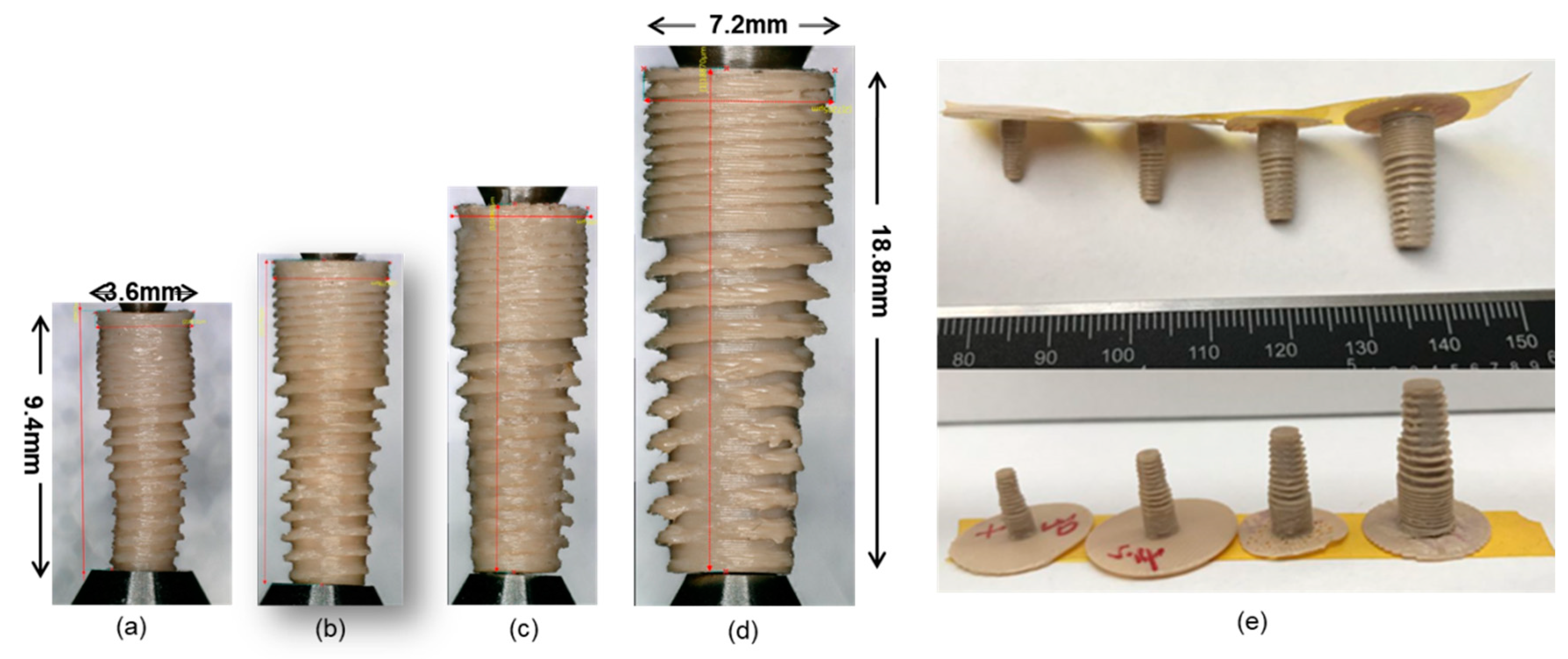
Dental implants printed with Orion Generation 2 ((b–d) are ×1.2, ×1.5, and ×2 scale of a separately; (a,b) are printed with a 0.15 mm nozzle at the temperature of 405 °C; (c) is printed with a 0.2 mm nozzle at a temperature of 390 °C; (d) is printed with a 0.4 mm nozzle at a temperature of 390 °C, (e) is the group photo of the above samples).
“Further improvement of samples with improved mechanical strength might count on the better solution of 3D printer technology and better manipulation of PEEK,” concluded the researchers.
“Until now, the printing of reproducible tiny-sized PEEK parts with high accuracy has proved to be possible in our experiments, which is achieved through optimization of the FDM printing parameters. There is still a long way to go to accomplish the transition from the research phase to 3D printed PEEK manufacturing, and finally to reach the goal of integrating the treatment within clinics. However, this trial might lay a basis for the patient-specialized treatment in the field of dental implantology. Considering the complexity of chewing forces, systematical mechanical tests are needed, and simulation based on finite element analysis is necessary for further research.”
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Parameters Influencing the Outcome of Additive Manufacturing of Tiny Medical Devices Based on PEEK’]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
AMPulse Asia: Creality IPO Headlines APAC 3D Printing Market Roundup
Asia’s additive manufacturing sector spent the back half of May moving capital and capacity, not just demos. Chinese desktop and consumer printer makers pushed onto public markets, metal powder producers...
Blue Origin’s New Glenn Explosion Comes During Major Manufacturing Push
Blue Origin‘s orbital New Glenn rocket exploded during a hot-fire test at Launch Complex 36 in Cape Canaveral on May 29, setting back the company’s launch ambitions at a time...
Aibuild Says New FETS Simulation Tool Is 10,000x Faster for AM
Aibuild has launched FETS for Additive Manufacturing, a Finite Element Thermomechanical Simulation tool that lets you simulate stress, distortion, thermal effects, and thermomechanical effects. The solution has been optimized for...
AI CAD Tools for 3D Printing: An Overview
There is a bevy of AI-to-CAD tools coming out. Some are finding users; some are raising millions in funding. Many new ones are coming out all the time, so we...


































