Interview With Honeywell’s Dave Dietrich on Implementing Additive Manufacturing for Businesses

Dave Dietrich is an Engineering Fellow at Honeywell Aerospace. There he was involved with the systems and defense firm’s 3D printing effort. His job is to guide, help and train his fellow engineers in adopting 3D printing for aerospace in the firm. He advocates for a DfAM approach whereby one identifies and designs for the advantages of Additive Manufacturing from the start of a design and development project and indeed this is also the approach that we favor. In previous roles he was an adjunct professor Engineering Management and worked at Boeing as a materials process and physics engineer and later as an Oak Ridge National Laboratory fellow on 3D printing metals. He was also the metal 3D printing technical lead at Boeing and initiated Boeing’s internal metal 3D printing training program.
Dave has now written a book, Additive Manufacturing Change Management: Best Practices. He told us that, “The target audience of this book would be managers/project managers/executives who may not know how or why their company should implement AM.” He also believes that “barriers holding AM back from becoming a widely adopted manufacturing technology within industry has just as much, if not more, to do with business and organizational challenges than technical challenges.” This is a very timely book that could help a lot of firms evaluate and adopt 3D printing in their organization. We asked Dave a number of questions to learn more.
Often there is a lot of institutional resistance to adopting AM in industry. How does one overcome this problem?
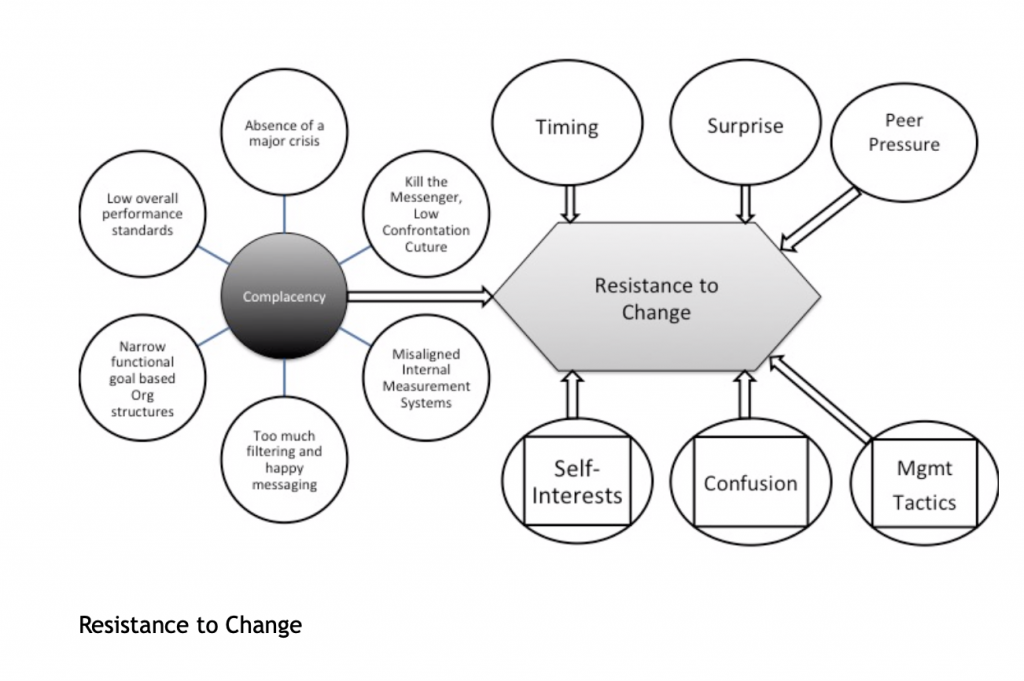
As change agents for AM within industry, my co-authors and I have each had common experiences with respect to institutional resistance. From our experience, it seems that there are deeper underlying currents that have more to do with resistance to changing the company culture than AM technology itself. AM is disruptive. It challenges every notion of typical manufacturing practices, design practices, quality inspection practices, and generally accepted notions of supply chain behavior. As such, overcoming this resistance it has more to do with understanding change management philosophy than breaking through specific AM technical hurdles. Luckily, there’s lot of written documentation in the field of industrial change management, namely, Lean Manufacturing and Six Sigma quality systems. Our book adapts lessons learned from Lean and Six Sigma fields and uses some of those tools when installing AM cultural changes.
For some reason, if customers select a test part for 3D printing its always the wrong one, why is this?
Often, it is a lack of understanding of the technology. Perhaps they didn’t select the correct process, material, or post-processing requirements for the part, or perhaps the engineer involved with the part didn’t think about the ramifications of poor surface finish. Alternatively, perhaps that specific test part was design for a conventional technology and not adapted to AM capabilities at all. There could be many reasons. About 5 years ago, someone once told me that AM is the wild west of manufacturing. I’d like to hope it is becoming a little more civilized (perhaps more Sheriffs now?), but there is still an enormous education gap regarding the technology capability. I also blame marketing pieces from competing companies designed to highlight the enormous benefits of AM. Of course, these media publications don’t highlight the many pitfalls the company went through to gain a good part. Based on this media blitz, competing companies will often head off to build their own AM test parts in an effort to stay competitive without management understanding the true pitfalls of the technology. Our book directly addresses these challenges.
Metal printing is touted as the future of manufacturing. Meanwhile, it consists of a guy with a brush and a vacuum cleaner cleaning off powder while another takes a circular saw to saw off parts. How do you reconcile that?
Again, I think it gets down to the overmarketing of the technology. AM itself is not a product. AM itself is not an end to a solution. AM is a tool in the engineering toolbox to solve manufacturing problems. Albeit, an incredibly disruptive one. It also just so happens to be the “most shiny” tool right now. But beware, when the engineer reaches for that tool, they better know how to use it properly! There will always be heat treatments, cutters, hot isostatic pressing, and yes, even folks with brushes and vacuums. Pieces of this will evolve to automation over time, but often over marketing can lead to misperceptions of the technology, which leads to the confounding conclusions you point out in your question.
QA is still a huge problem in 3D Printing, what are some best practices for this?
Yes, there is an inherent conflict between highly optimized AM structures that are beautifully designed and practical inspection and machining of these parts. For metallic AM parts, CT inspection has always been an expensive, but not always a practical solution to this problem. White light scanning is also used to a semi-effective result. Dye penetrant inspection of machined surfaces, in-situ build process monitoring, and other traditional inspection techniques have been used somewhat effectively. There are also challenges on the software side comparing what has been printed, in terms of dimensional conformance, to true CAD definition. I think this is an area that needs more development in the future as AM becomes more production hardened.
What needs to be improved on the 3D printers themselves?
Recently, I believe we are beginning to see a more hyper-competitive landscape for the metal AM powder bed fusion technology. At Formnext, each year, I see exponential growth in the number of new machine manufacturer entrants into AM. I think this hyper competition will create faster, larger machines with more lasers. This seems like an incremental step, not necessarily a leap frog type of improvement. I’d like to see the other technologies, like Directed Energy Deposition or Wire Fed AM technologies, become more flexible to adapt to geometries with higher complexity. Or, perhaps a completely different type of machine/feedstock/energy delivery system architecture? In other words, I’ve been waiting for that one technology to drop that will shatter AM machines as we know it.
What is one thing that we need to do that we as an industry are not doing?
We need to stop promoting the technology itself as the key to world peace, while at the same time, expecting it to exhibit repeated performance of manufacturing technologies that have been around for decades or hundreds of years (castings, machining, injection molding, etc). As discussed in the book, many things within industry and within individual companies needs to change for this to be production hardened. In other words, bridle the enthusiasm a bit.
If I’m a company wishing to manufacture using DMLS, what advice would you give me?
I would start with a series of questions that gets back to my point earlier that the technology itself is not an end. Why did you pick DMLS specifically? Did you research alternative AM technologies? What is the product you are wanting to produce? Is DMLS the most effective way to produce it? Are you wanting your product to be competitive from a cost standpoint, performance standpoint, etc? What is the objective of this product? By focusing on the product that ultimately gets sold to a happy customer, then DMLS may be a solution, or may not. By asking these types of questions first, we are more likely to arrive at better solution for the company. If DMLS is indeed the right technology choice; then drawing from the book, I would go down a road of preparing the company for the cultural, certification, organizational, talent management hurdles they would face.
What are the biggest hurdles to adopting AM?
- Organizational Culture and Executive Long Term Commitment
- Certification Adherence
- Lack of Training (technician, engineers, executives)
What’s a good war story? I twice had a machine catch fire.
That is interesting! Our AM war stories covered in the book are more aligned to cultural or organizational hurdles we’ve faced within companies. We had a lot of fun writing this section of the book and we enjoyed labeling each of the stories as they capture the essence of the challenges. For example, some stories are labeled, “Panning for Gold in Kansas”, “Pathfinder to Nowhere”, “Suckers for Sunk Costs”, “Who’s in Charge Here?”, “Engineering Rigor Mortis”, “Innovate NOW!” and many others. Each story is 100% true, company names were omitted and people’s names changed. They each are not only entertaining to read, but each has its own message relative as to what not to do when industrializing AM. For example, the “Panning for Gold in Kansas” story describes a company’s effort to scour existing products to convert to AM for cost savings potential only to discover later that the true value in AM in not directly building parts that were designed for conventional manufacturing, but rather re-designing the part for AM from the start to exploit AM design advantages, only then do cost savings occur.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
The Magic of AMUG as Reported by a First-Time Attendee
There’s a special kind of magic about AMUG. I’ve heard about it for years, but never experienced it myself until last week. It’s different than what you see at some...
Cobra’s 3D Printed Golf Clubs Reveal What the Technology Can Do for Sports
When 3DPrint.com attended the PGA Show in Orlando this January, one booth stood out for a reason that had nothing to do with marketing hype or big-name tour pros —...
COBRA Golf Releases More 3D Printed Putters
COBRA Golf first used HP‘s BinderJet to make putters in 2020, releasing a line in 2021. The King series putters had 10 models and were made of 316L stainless steel...
The Business of Customized Sports Equipment: How 3D Printing Is Changing Athletic Gear
For years, 3D printing in sports has been linked mostly with prototypes, concept shoes, and one-off experiments for elite athletes. Helmets, cleats, and footwear midsoles often took over the headlines,...