

Is 0.14mm the Best Layer Thickness for my FDM 3D Prints?


FDM
According to research, the most commonly-used extrusion 3D printing method is fused deposition modeling, or FDM, which is used often for 3D printing larger, stronger parts; it’s also a popular desktop 3D printing method. The technology melts filaments like ABS and PLA into liquid using the heater’s extrusion head; then, the molten materials are then extruded. The semi-fluid material solidifies within 1/10 of second into layers to build a 3D printed part.
A 3D printed object has to be able to support the weight of its own layers, and if you’re looking to make your prints more efficient, you can lower their height. Junhui Wu, with the Jiangxi Water Resource Institute’s Department of Electrical and Mechanical Engineering, wrote and published a paper, titled “Study on optimization of 3D printing parameters,” that discusses how “the influence of the parameters on the printing efficiency is derived from the analysis of the printing parameters” of an FDM 3D printer using PLA material.
The abstract reads, “With the development of 3D printing technology, the application of 3D printing has become more and more widespread, and the 3D printing efficiency problem that ensued has caused more and more researches. This paper will use the melt deposition type (FDM) forming printer. The printing consumables PLA and cylinder model were used as objects to study the effect of slice height on printing time, consumables, and dimensional accuracy and related parameters were optimized. The results showed that when the layer height was 0.14mm, the shortest printing time can be obtained on the premise of ensuring the quality of printing.”
Figure 1-1: 3D printing equipment; Figure 1-2: Testing model
A Raise3D N2 Plus 3D printer was used for this research, set with a nozzle temperature of 210°, a fill rate of 10%, and a starting print layer thickness of 2 mm; the diameter of the model is 10 mm, with a height of 15 mm.
The thickness was increased little by little for tests, and the print time was recorded with a stopwatch. Analysis of the data shows that the print speed was slower when the layer heights were smaller; on the flip side, print speed increases but the model becomes rough when the layer is thicker.
Next, the paper looks at the relationship between 3D printing supplies and layer height.
The paper reads, “According to the printing consumables required to set different floor height tests, the slicing software is used to measure the consumables of the printed products according to different floor heights.”
The results of this experiment show that when the floor height increases, so too do the consumables; however, they “have little effect.”
The last experiment the paper describes is the effect of layer height on the dimensional accuracy of the print size. This accuracy was tested at different layer heights; then, the workpiece’s dimensional error was measured from the X, Y, and Z directions with a digital caliper. The experiment showed that a print’s dimensional accuracy is higher when the layer heights are smaller. Additionally, the rate of dimensional accuracy would increase when the height did.
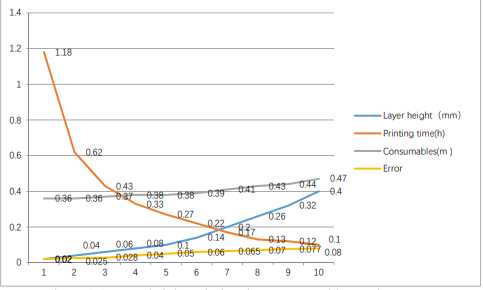
Figure 3-1: Layer height, printing time, consumables, and accuracy
The figure above illustrates the relationship between layer height and consumables, accuracy, and the total print time. The results of these experiments show that a layer height of 0.14 mm allows users to achieve the shortest FDM 3D printing time “under the premise of ensuring the print quality.”
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
3D Printing News Briefs, April 25, 2026: Competition Winners, AI Platform, X2D Printer, & More
In this weekend’s 3D Printing News Briefs, AMUG announced the winners of its Technical Competition, and Authentise launched AI platform Whisper at RAPID. Bambu Lab wasn’t at RAPID, but launched...
RAPID 2026: 6K Additive’s Domestic Metal Powders & Consolidation Plan
6K Additive (ASX: 6KA), a U.S. supplier and manufacturer of metal powders for additive manufacturing (AM), has been very busy lately. I caught up with CEO Frank Roberts and Chief...
3D Printing News Briefs, April 22, 2026: DINOs, Post-Processing, AM for Aerostructures, & More
We’ll start with event news in today’s 3D Printing News Briefs, as AMUG presented its DINO Award to six members at this year’s conference, and Axtra3D celebrated its five-year anniversary...
Medical, Electronics, & Semiconductors: Detailed 3D Prints at RAPID 2026 with Boston Micro Fabrication & Lithoz
They say that good things come in small packages, and that’s certainly the case when it comes to Boston Micro Fabrication (BMF). A leader in micro-precision additive manufacturing, the company...





























