

This is truly an exciting moment in the SLS market. With HP‘s release of the 1200 and Formlabs‘ release of the X1, we can see the SLS market heating up. I think that a great analogy to how this market will play out can be found in commercial vehicles. Whereas so far choices have been made mainly on volume, going forward, we will see more differentiation and specialization. Before, SLS machines were kind of sold like we were in an ice cream parlor. So much choice, but it boiled down to small, medium, or large. To me, deskside SLS is now at a point where different machines will serve different markets. We will see true change in operator profile, behavior, and utilization. What, therefore, is the future of the PBF-LB/P market? It’s a Game of Trucks.
Road Trains (SLS Factories)


The MGM C509 Quad Road Train is a colossal heavy-haulage combination operated by Australian logistics company MGM Bulk. Image courtesy of MGM Group.
At the very tip of the market sit the Road Trains, big trucks that would be impractical in European cities and unusable in most other places. But, in the Australian outback, long journeys, straight roads, and isolated communities make huge truck-trailer combinations of up to 50 meters feasible,

3D printing workflow. Image courtesy of Grenzebach
Likewise, large, productive polymer manufacturing setups composed of several large multilaser systems are strung together by Grenzebach and others to produce very specific items at very specific quality levels. Rather than a service spitting out all sorts of stuff in PA12, this is a specific manufacturing solution tailored to one product, one industrialization, one industry, one use case. We don’t often see these in the wild, but they make millions of parts. Sometimes in materials that we don’t see anywhere else. Sometimes they’re like a line, and other times it’s more of a round-robin thing with robots connecting batch processes. Highly automated, highly customized, these road trains are going to become more popular, but never popular, costing millions to set up. They require quality, integration, and lots of capital to set up. Let’s call this the SLS Factories segment.


DyeMansion, EOS & Grenzebach successfully implemented the first-ever automated AM production line for polymer parts at scale at BMW Group. Image courtesy of Grenzebach.
Big Rig Versus Cab-overs and Rigids (Continuous Production, Full Frame, Large Part)
The big rig in the US is a heavy semi-truck that looks like it was built in a world where CFD, wind tunnels, and even aerodynamics don’t exist. European variants of the same class come in a cab-over-engine (COE) configuration, reducing overall vehicle length while looking squished. Generally, in the US, trailer length is limited, while in Europe, it’s the length of the truck and trailer that is limited, making US trucks bigger and leading to more compact European models. Trips in the US are longer and mostly on highways, which makes US trucks more comfortable to stay in, while European ones are more maneuverable and comfortable to ride.


The Peterbilt 579 UltraLoft (UL) is a flagship on-highway Class 8 truck. Image courtesy of Peterbilt.
European trucks like Scania, DAF, and Volvo are more suave, designed by committee, safer, more reliable, more comfortable, and fuel-efficient. A US Peterbilt or Kenworth is a shiny, chrome-fueled homage to cars of the past. European trucks want to fit in and look appliance-like, eight-tonne dust busters. while the US ones want to wow, dominate, crush, and speed by. Both these variants are purpose-built for their environment and market.


DAF starts production of XG Electric and XG⁺ Electric. Image courtesy of DAF.
Japan has smaller trucks that are rigid without a separate trailer, using a cab-over truck layout. They don’t really have sleeper units. Although reliable, they offer significantly fewer features and less comfort and are meant for less extended and intensive use. Typically, they cost less and are meant for regional trips, a much more austere place to be, and are optimized, for example, for unloading car parts via the side.


Hino Motors truck. Image courtesy of Hino.
Continuous Production
Likewise, in this segment, I expect a split. We will see highly productive, continuous production systems similar to the Farsoon HT1001P machine, where the 1000 × 500 × 450 mm build cylinders can be swapped automatically, with a new, preheated cylinder inserted in their place. This is, of course, much more efficient than the one-box approach, in which an expensive machine tool frequently spending its time heating up and cooling down. Add these times to the fact that the thing recoats two-thirds of the time, and we really don’t have a 3D printer market; it’s a recoater that spends a lot of its time preheating and cooling down. We sell recoaters not 3D printers.
Farsoon, therefore, with its CAMS approach, cools down outside the machine tool and keeps the laser on for much longer. This is clearly more efficient, and to me, twin-scan, continuous-production variants with more optics will become standard for those who want to produce many small parts at the lowest per-part cost. This will be especially useful if the part is your final product and requires few post-processing steps. This approach requires a lot of automation in the machine, however, and will incur high additional costs. And if your complex machine breaks, you may as well go home.

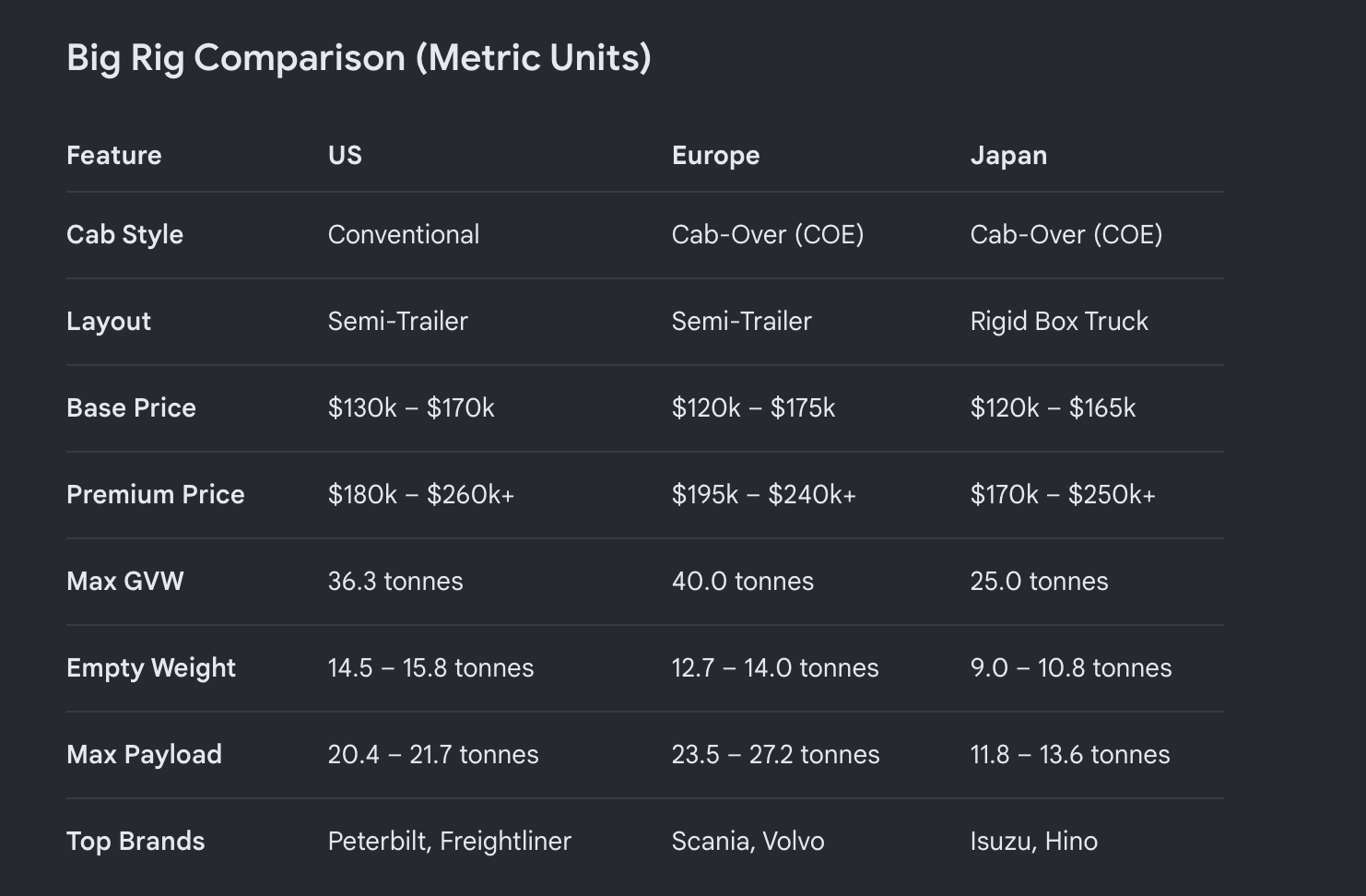
Big Rig comparison (metric units). Image courtesy of 3DPrint.com/Joris Peels.
Full Frame
What if you already have a considerable number of post-processing and conveyancing steps? What if you have to color, coat, or scan a part repeatedly? What if it needs to be inserted in another component, or it is a semi-finished product? Or what if quality and monitoring are of the utmost importance? Then you will look towards the P500 and future full-frame machines like it, which just produce small parts well. Together with Volkmann and other units, robots and the like, a round-robin type of production system will be made with multiple units. Less scaled than the factory and less of a line than the continuous production solution, these systems may very well be expensive and give unparalleled accuracy, surface quality, and repeatability.
Large Part

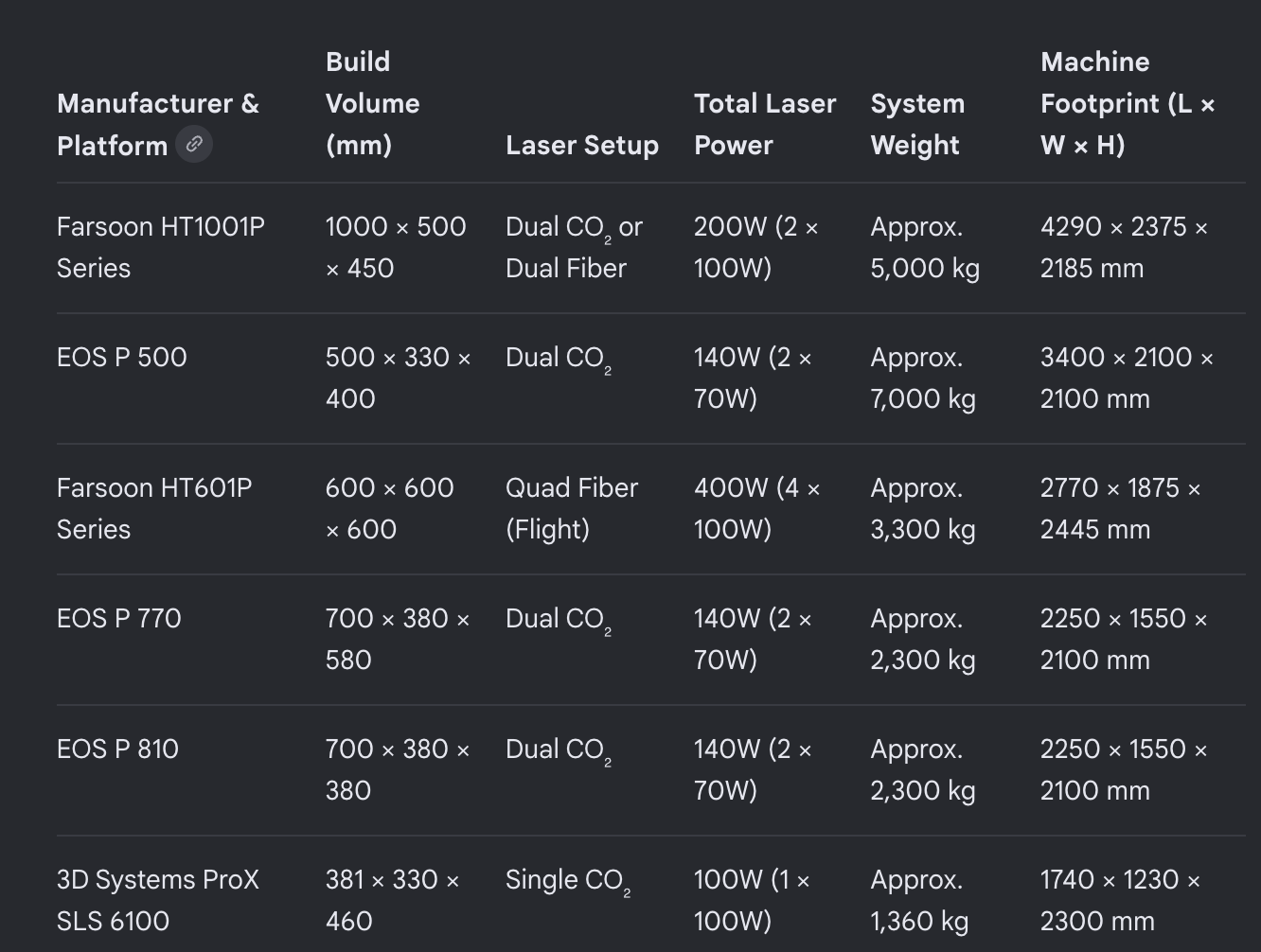
Comparison of leading industrial SLS platforms, showing build volumes, laser configurations, power, system weight, and machine footprint. Image courtesy of 3DPrint.com/Joris Peels.
As we see in metals, we can also see large parts of systems emerge. The P700, in part, and the HT601P Series are like this. Here, companies want high-temperature performance, some kind of less-than-horrible performance in PEEK and the like, and the ability to make big parts. Here, one large part may be printed, and keeping it from warping or deforming is key. These will be specialized, but in areas like aerospace, large build volumes and the ability to make the largest parts with SLS will matter a lot to those who care about drones, hypersonics, and the like.
In this way, we can now see parallels between a functional diversification based on utility. In this light, we can see that we are increasingly moving towards a more user-inspired SLS market. Join us next time when we talk about Sprinters and Kangoos!