When you’re printing with powder, removal of that material at the end of the print process is a critical cost-saving phase. But that’s not the only reason it’s important to perform depowdering operations, as Ane Miren Mancisidor, a Metal Additive Manufacturing Researcher for LORTEK explains:
“After the 3D printing of the parts, the remaining powder should be removed completely to prevent the blocking of the channels by the sintered powder during the heat treatment.”
(Image courtesy of LORTEK)
LORTEK, a private technological center in Spain, is involved with applying 3D printing—LMD, SLM, and WAAM technologies in particular—to industrial sectors, such as aerospace. It’s a member of the Basque Research and Technology Alliance (BRTA), a cooperative forming part of the Mondragon Corporation, and also the coordinator of several European projects related to metal additive manufacturing, including the EU Horizon 2020-funded FLOWCAASH, or FLOW Control Actuators at Aircraft scale manufacturing by SLM with high aerodynamic performance for using in Harsh environment, which is part of the Clean Sky 2 framework.
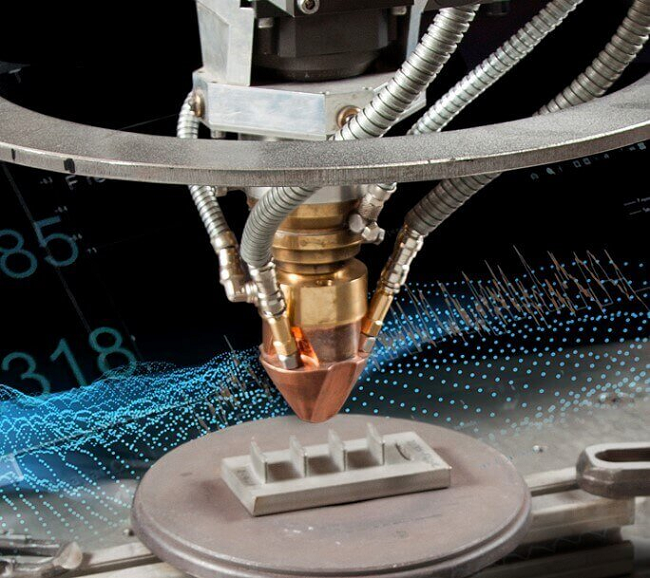
Project partners LORTEK and CTA (Centro de Tecnologías Aeronáuticas), along with topic manager Airbus, have designed and 3D printed Large Active Flow Control actuators, at aircraft scale, for the project, using SLM printing and the Ti6Al4V alloy. A PJA, or Pulsed Jet Actuator, is geometrically complex, as it must be installed between the nacelle and the wing of UHBR (Ultra High By pass Ratio) aircraft engines. Since the PJA is a fairly large part, made up of multiple channels with narrow and abrupt curvatures, it’s difficult to make it in such a way that it fits in such a restricted space. But, they’re worth the trouble.

(Image courtesy of FLOWCAASH)
PJA are 50% more efficient than other types of active actuators, and could one day replace conventional active actuators. But to do that, the industry needs to be sure that it has high resistance to harsh environments and excellent aerodynamic performance. Additionally, Mancisidor explained that it’s hard to remove powder manually when fabricating the actuator with conventional methods. That’s why the PJA is well-suited to be fabricated using SLM technology, and the team even performed distortion prediction simulations to find the best orientation so supports inside the channels are not necessary.
Now, the FLOWCAASH project partners are turning to Germany company Solukon for help.
Mancisidor stated, “Solukon de-powdering process has demonstrated to be an effective and fast way to get rid of the residual powder.”

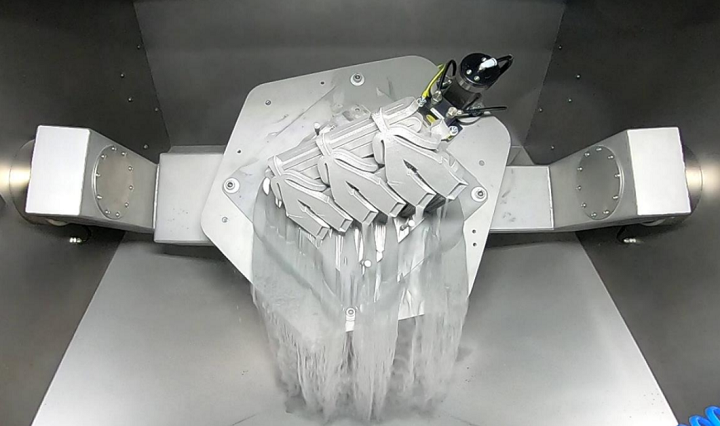
SFM-AT800 (Image courtesy of Solukon)
Solukon develops and manufactures high-quality peripheral equipment, like depowdering stations, for AM processes, and supplies these systems to many industrial users, such as Lockheed Martin, Siemens, NASA, and CERN. The unique drive system in its advanced SFM-AT800-S depowdering unit, run by intelligent software, makes it possible for even complex parts to move along any conceivable path, and for powder to be emptied safely. Its Smart Powder Recuperation SPR® works by providing programmable part pivoting, with adjustable frequency, around two spatial axes, which optimizes powder flow and makes it possible to clean out the tiniest of channels and openings; very important when it comes to thermal downstream processes. And, because the process can run under inert conditions, it’s very safe.
“Our aim is to give the industry a smart and highly automated and sustainable tool to close the gap between manufacturing and post processing,” explained Andreas Hartmann, the Co-Founder and Technical Director of Solukon. “The process is fully automated and takes place in a protected and safety-controlled atmosphere, thus avoiding contact with harmful fine powders. Our Smart Powder Recuperation SPR® technology helps to save labor time, ensures that the most stringent demands of health and safety are met, and increases the quality process significantly. At the same time, it reclaims the residual powder without contamination and makes it available for further processing and re-use.”
(Image courtesy of Solukon)
Now, Solukon will be supporting LORTEK by depowdering the complex titanium 3D printed parts for the FLOWCAASH project with its automated Smart Powder Recuperation SPR. CTA has already completed tests of the 3D printed PJA actuator’s environmental resistance and aerodynamics, and the team discovered that, due to the use of SLM 3D printing in fabrication, the actuators are more lightweight, and the material waste and fuel/CO2 emissions were reduced as well.
(Source: Solukon)