While 3D printing takes many different forms these days, researchers from the UK and Germany are exploring a new angle with the HelixJet, a capacitively coupled radio frequency plasma with a double‐helix electrode configuration. Outlining their study in the recently published ‘HelixJet: An innovative plasma source for next-generation additive manufacturing (3D printing),’ the researchers compare laser sintering (LS) with their new method of melting powder for digital fabrication via the use of a plasma jet, using filaments that are helically shaped and able to rotate according to angle or ‘helicity’ of materials.
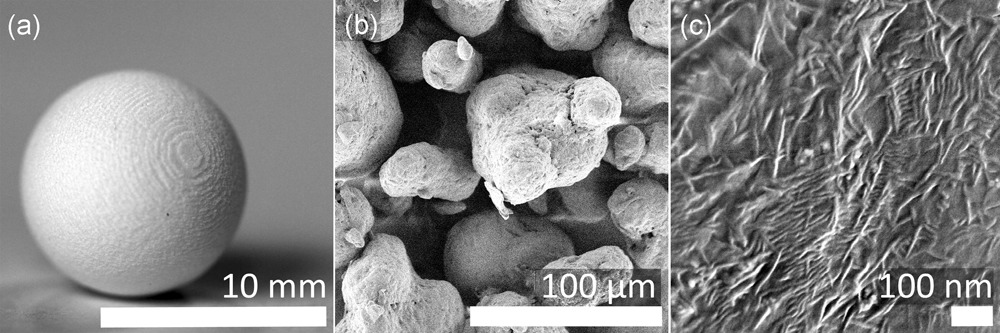
Laser‐sintered polyamide sphere L1. Light photograph (a) details of surface morphology at low (b) and high magnification (c) obtained by scanning electron microscopy of secondary electrons
“To provide a proof of principle, the treatment of polyamide 12 (PA 12) by HelixJet was chosen because PA 12 is widely used in the LS process,” stated the researchers.
Possessing suitable mechanical properties and good thermal characteristics, PA 12 is highly reproducible for LS processes, but still offering challenges in terms of efficiency—along with issues like elongation at break, porosity causing failure, and lower ductility. The researchers obtained the following from EOS for the study:
- PA2201 (1)
- PA2200 (2)
- PA2221 (3)
“The principal differences between these powders are in terms of processability and part properties. The common properties of PA 12 have been applied for simulation of particle heating: density of bulk material 1.01 g/cm3, thermal conductivity 0.51 W/(m K) and specific heat capacity 1.75 J/(gK). Note that mass density varies depending on its form (powder or bulk). Thus, the specified density of powder is 0.93 g/cm3 (PA1 and PA2) and 0.97 g/cm3 (PA3).
Samples were 3D printing on an EOS Formiga P100 LS system with default parameters. The HelixJet functions via radio frequency power connected to two double-helix electrodes, fed by argon.

Specification of the plasma source and deposition conditions applied in plasma printing of polyamide 12
One ‘shot’ of powder was fed into the plasma, with momentum from the gas forcing particles through the plasma column. The electrodes, positioned perpendicular to the filaments ‘accelerated the gliding of the filaments in the new plasma source.’
“The HS imaging experiments of the discharge confirm that no filaments were formed in the HelixJet, but a homogeneous glow discharge column was developed in the tube. Only the modulation of emission due to the frequency of the RF power remains,” stated the researchers.
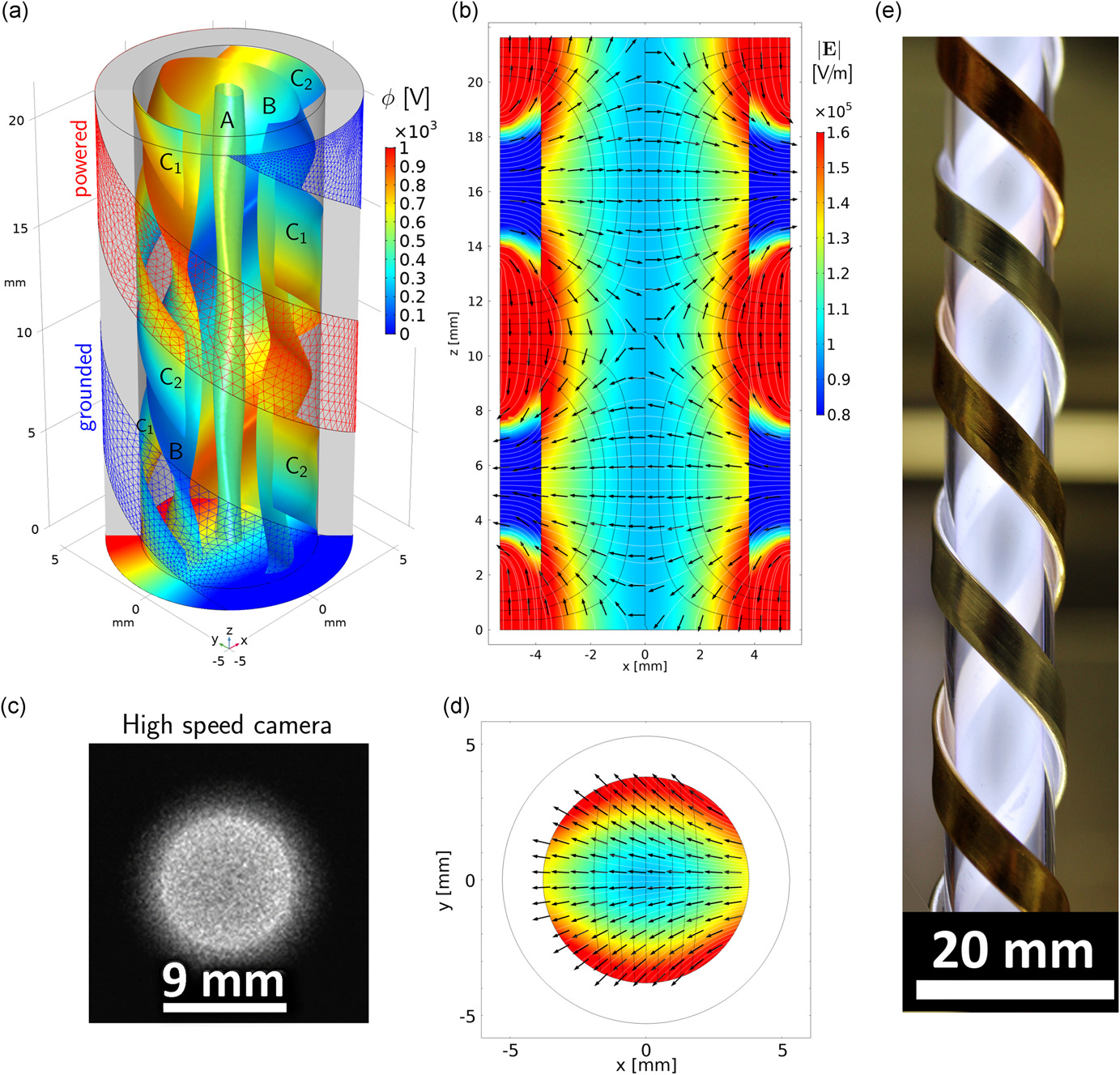
Predicted electric field in a section of the jet limited by one turn of both electrodes presented in a 3D plot (a) in a x–z cut at y = 0 (b) and in a x–y cut at z = 5.4 mm (d). The symbols in (a) denote isosurfaces with constant electric field magnitude |E| being equal to 102 kV/m (A), 130 kV/m (B) and 174 kV/m (C1 and C2). The experimental observations show an axial image taken by an HS camera PI‐MAX4 with the exposure time of 3 ns (c) and a side photo at 1/80 s by Canon EOS 600D (e)
Experimentation proved that heating of the powder resulting in melting surface temperatures, with a colder core. The research team explained this as a ‘self-regulation effect,’ with mounting temperature and resulting evaporation cause the plasma to be ‘quenched,’ and drop the particle temperatures below the melting point.
“This effect causes the presence of the combination of morphology features found in slow heat sintering and LS processes and can enable in perspective the plasma printing of 3D objects with comparable material properties as demonstrated here by SEM and chemical analysis,” concluded the researchers.
“On the basis of the feasibility experiments and modelling, an upscaling of the plasma manufacturing process using a HelixJet to speeds in the order of 1 cm3/min seems possible, although further work is needed to transform the HelixJet into a full‐AM tool, for instance, introducing a continuous powder feed system and computerized control.”

Photo (a) and IR thermal image of the HelixJet (b). The HS IR camera was focused at the area labelled “zoom” for IR measurement of the particle temperature (compare with Figure 4). HS IR, high‐speed infrared
3D printing has become a technology with a vast array of techniques, hardware, software, and materials surrounding it—and chemistry plays a large role today and along with the use of different gases, with researchers studying gas chemistry, examining their effects on metal, and even innovating with gas turbine components.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
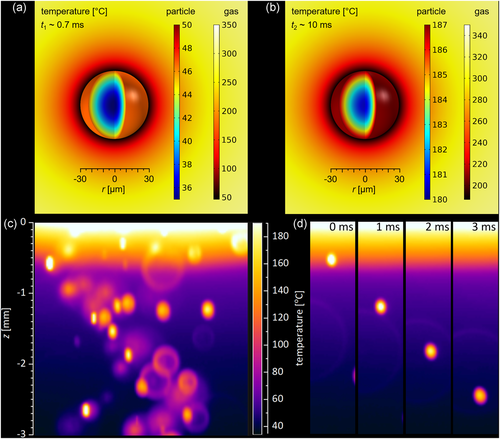
Temperature dynamics of particles. Particle and gas temperature obtained from heat‐transfer simulations after t1 = 6.6 × 10−4 s (a) and t2 = 9.3 × 10−3 s (b), both for a background temperature of 350 °C; high‐speed IR (infrared) thermography of particles in the effluent at 2 kfps: particle temperature from zoomed area indicated in Figure 3b (c), tracked single‐particle movement (d). Note that in (c) and (d) different sizes of particles are caused by IR imaging optics being focused to the axis of the jet. Particles out of focus appear with different size and with incorrect temperatures