
No, there’s no ominous John Williams score to accompany this article, just smooth and consistent extrusion of 3D print filament. Matthew Fiedler and the Houston-based team at re:3D have developed a novel extruder bolt, which they’ve affectionately named Jaws. They intend to use Jaws to create a more consistent 3D printing experience.
One of the most common causes of print failure is the filament feeding mechanism. With 3D printers continuing to grow in popularity, and the cost of use consistently dropping, the market for the industry is rapidly growing beyond the tinkerers, engineers, and early adopters. For this reason, in order to offer a consistent and reliable experience to small businesses or personal households for example, the 3D printing process needs to continue to improve towards 100% reliability; this is the aim of re:3D’s work.
“By surveying the literature and leveraging our current experience in hardware development, we have identified a gap in the knowledge base for understanding the mechanics and operations surrounding the extruder drive gear commonly used on fused filament fabrication (FFF) – type 3D printers,” they say.
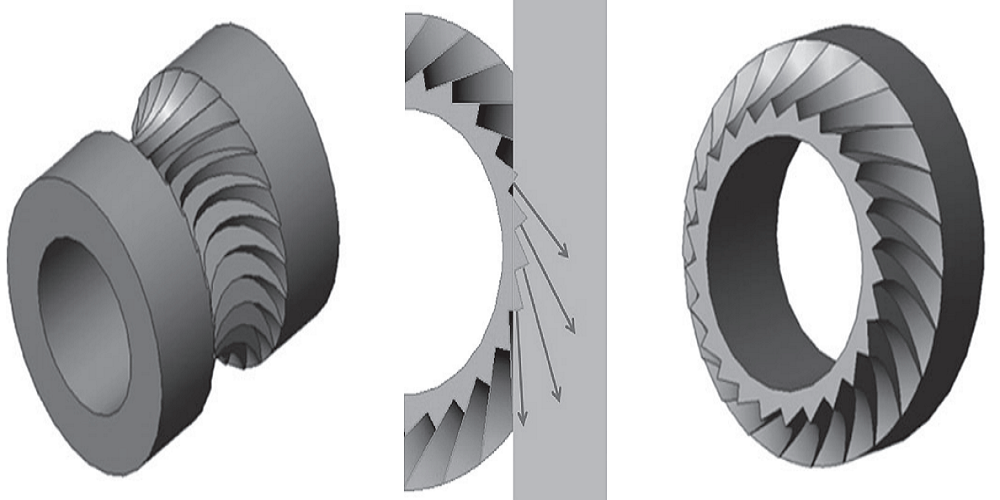
The Jaws filament drive gear is a toothed bolt machined by a four-axis CNC milling process. Once the team manufactured Jaws, they then went to work testing tension and tooth geometry to optimize its grip.

According to the team, reliability of a 3D printer’s feed gear is dependent upon four factors:
- Size of the contact surface between the drive gear and the filament
- Depth of the gears tooth engagement into the filament
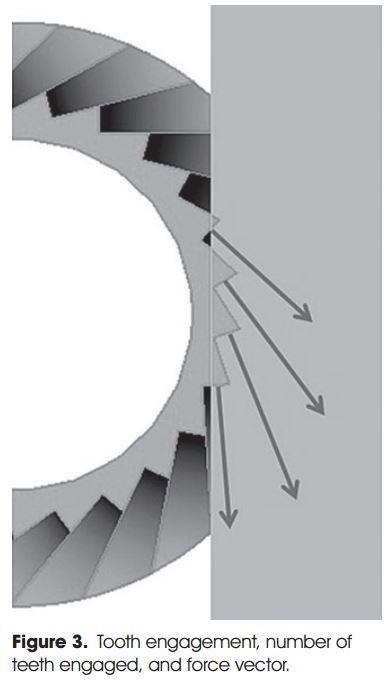
- Number of teeth engaged in the filament at any one time
- The direction of the force vector imparted by the drive gear into the filament
The re:3D team maximized the amount of contact between the drive gear and filament by using a cutting tool with the same diameter of the filament they’re intending to use. In this case it was a 3.0 mm diameter PLA filament driven through a Greg’s Wade-type extruder.
Developing the gear’s tooth engagement required them to strike a balance between the amount of engagement and the number of teeth on the filament at one time. If engagement is too shallow, too little force would be put on the filament. Too much engagement could cause the filament to deform out of spec and jam the hot end.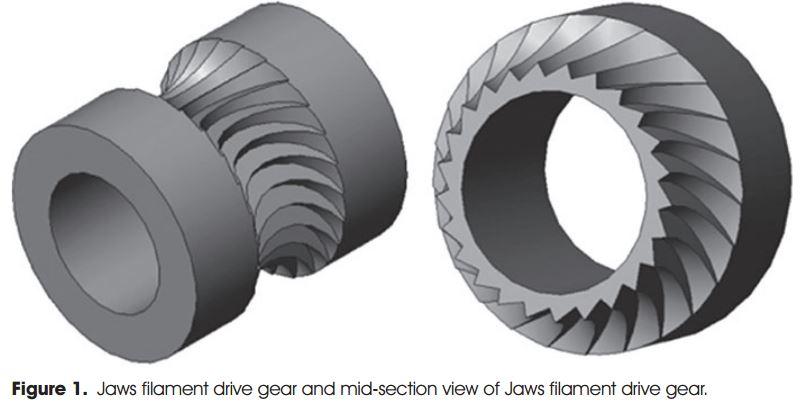
The number of teeth engaged with the filament at any given time is key to maintaining a consistent filament feed. If too few teeth are engaged, the linear feed of the filament will turn into more of a sine wave pattern than a consistent straight line over time.
Working to optimize the factors above, the re:3D team preformed multiple trials at varying levels of tensioner adjustments. The force was then measured by a custom-designed process they built specifically for the trials. They specifically wanted to measure the ability of the extruder to push the filament through the hot end in order to obtain better real-world operating conditions.
They repeatedly tested a gradual increase of force on the filament until it was stripped and the Jaws drive gear was no longer able to impart force upon it. The final result was that the team was able to impart over 50lbs of force on the filament.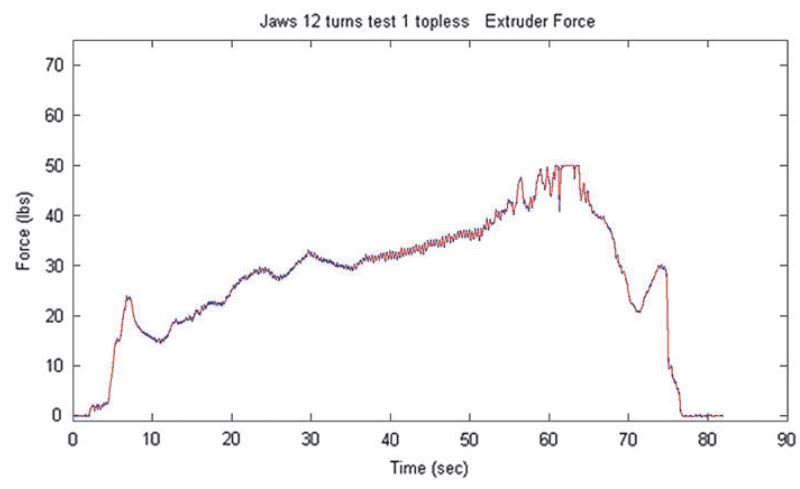
The promising results of their initial research established a baseline for the new Jaws extruder bolt. Perhaps more importantly, this work continues to lay the foundation for more consistent fused filament fabrication printers in the future, which will ultimately lead to wider adoption and growth of the 3D printing industry.