When working with PLA plastics, one of the more common materials used in FDM based 3D printers, a lot can go wrong during, as well as after the print has finished. During the print process, one little piece of dirt, a 
Students at Arizona State University, including Ben Zimmerman and three others, decided to set out on a mission, for their Senior Engineering Capstone, to determine how to print and process a print, in a way that would create stronger, stiffer, more hardy objects. The project was titled, “Design of Experiment: 3D Printing Parameters and Their Effects on Tensile Properties of Poly(lactic) Acid (PLA).”
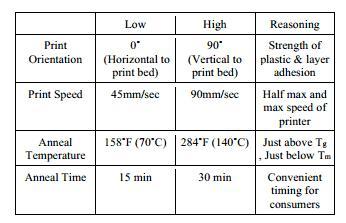
There were four factors included in the experiment, which were print orientation, print speed, anneal temperature, and anneal time. For those who are not aware, the process of annealing is simply the heating of an object in an industrial furnace after it has been printed out. Below you will find a chart displaying the various factors which were tested.
Their findings have revealed some rather interesting and useful information about how to print stronger objects, and how to strengthen objects once a print is complete. Here are their conclusions:
Print Orientation:
The optimal print orientation is horizontal. The 3D printed object should be oriented so that its layers run in the same direction as the pulling force which is being applied to that object.
Print Speed
The optimal print speed in their experiment was 90 mm/sec. At such a rate, compared with a slower 45 mm/sec, the prints had an optimal fracture strength. Fracture strength is simply the amount of load an object can handle before it breaks.
Anneal Temperature and Time
The optimal amount of time and the temperature that a printed object should be placed into the furnace was 30 minutes, at a temperature of approximately 140˚C. Note that the PLA filament was initially extruded at 190˚C.
This study was able to clarify some of the questions people may have about 3D printing techniques and post processing. Zimmerman is active within a thread related to this study on 3DPB.com. Feel free to drop by and ask him any questions you may have about his, and his team’s work.
