

During the past four years, the Multi-Scale Additive Manufacturing (MSAM) Laboratory, the largest R&D center in the field of additive manufacturing (AM) at the University of Waterloo in Canada, has collaborated with EOS to develop quality assurance algorithms and a closed-loop control system for detecting and healing flaws from lack of fusion induced during laser powder bed fusion (LPBF).
In-situ process monitoring is the key for validating the quality of AM-made parts and minimizing the need for post quality control. In this collaborative research, in-situ datasets collected from a co-axial photodiode installed in an EOS M 290 were subject to a set of correction factors to remove chromatic and monochromatic distortions from the signal. The corrected datasets were then analyzed using statistical and machine learning algorithms. These algorithms were systematically tuned and customized to detect lack of fusion flaws.
The flaw detection workflow by statistical and machine learning algorithms was similar to what follows:
- The algorithms were applied to the dataset collected during the printing of samples with intentional seeded flaws.
- The detection results were compared with the design and CT-scan data to customize the algorithm parameters in terms of moving average lengths and detection thresholds.
- The customized algorithms stemmed from step 2 were used for the detection of randomized flaws in the regular printed samples.
- The detection results (step 3) were validated by CT-scan through the volumetric approach and confusion matrix.
Figure 1 represents the schematic of the workflow.

Figure 2 demonstrates one example where a part with intentional seeded flaws was subject to the statistical and machine learning algorithms. The figure depicts the planar view of the CT-Scan of parts with seeded cylindrical voids (Ø, H = 200 µm).
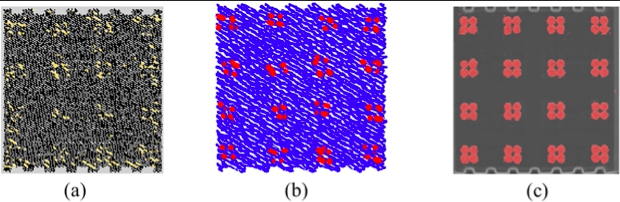
Figure 2: Defect position identified by a) statistical, b) machine learning, and c) CT-scan in the sample including intentional defects with the size of Ø, H = 200 µm and the distribution of 8 × 8
The results indicate that flaws larger than 120 μm are detected by the statistical algorithm, while flaws of 100 μm in size are detectable by the machine learning algorithm.
The performance of the algorithms during printing of actual parts was assessed where parts with randomized flaws due to deviation of process parameters were built. By comparing the results of the algorithms with the associated CT- Scan when a volumetric segmentation approach and confusion matrix is used, the results show that the flaws induced were predicted with the true positive (TP) rate of >75% by machine learning algorithm and <30% by the statistical algorithm. However, the machine learning algorithm exhibited TP rate results similar to those of statistical algorithm in identifying flaws created by high hatching distances and high speeds, whereas the machine learning algorithm improved TN rates up to 31% and 20% for such samples, respectively. Additionally, the machine learning algorithm demonstrated an improvement in computational speed when it computed the defects per layer 86% faster than the statistical algorithm.
As a result of the comparison between these algorithms, the machine learning algorithm has been found to be more appropriate for implementing an intermittent closed-loop controller. The controller is now developed and validated with promising outcomes for healing the lack of fusion flaws created during the process. More information about the controller will be disclosed later.
For more information, please refer to
- Taherkhani, K., Sheydaeian, E., Eischer, C., Otto, M. & Toyserkani, E. Development of a defect-detection platform using photodiode signals collected from the melt pool of laser powder-bed fusion. Manuf. 46, 102152 (2021)
- Taherkhani, K., Eischer, C. & Toyserkani, E. An unsupervised machine learning algorithm for in-situ defect-detection in laser powder-bed fusion. Process. 81, 476–489 (2022)
Or contact Dr. Katayoon Taherkhani by emailing ktaherkhani@uwaterloo.ca
Feature image courtesy of EOS.