NASA Marshall Space Flight Center’s Paul Gradl will be speaking at 3DPrint.com’s upcoming AMS online industry summit (Feb 9-10, 2021). Register here.
Additive manufacturing (AM) has enabled new and significant design and manufacturing opportunities for rocket engine components with complex internal features and thin walls. Much of additive manufacturing development has been focused on existing or monolithic alloys, which do not allow for complete optimization of the structure for the application. Recent success with Directed Energy Deposition (DED) at the NASA demonstrates promising payoffs of AM cost savings and schedule reductions along with performance optimization of weight reductions and increased margins.

L-PBF GRCop-42 Chamber with External Surface Polishing (Left) and Unpolished (Right).
NASA has shown successes using bimetallic additive manufacturing using a Laser Powder Bed Fusion (L-PBF) GRCop-84 copper-alloy liquid rocket engine combustion chamber with an AM electron beam freeform Inconel 625 structural jacket under the Low Cost Upper Stage Propulsion (LCUSP) Project. This was successfully hot fire tested in 2018 at NASA’s Marshall Space Flight Center in Huntsville, Alabama, and further advanced through a partnership with industry to mature bimetallic combustion chambers. Additional investigations have continued to commercialize the GRCop-84 AM and have since advanced the development and supply chain of GRCop-42. The GRCop family of copper-alloys have accumulated over 30,000 seconds of hot fire testing using a variety of propellants under multiple NASA projects, including future lunar lander concepts. The GRCop-alloys, developed at NASA’s Glenn Research Center in Cleveland, Ohio, are a high-strength, high-conductivity copper-chrome-niobium alloy used in a high-performance rocket combustion chamber.

Bimetallic 7k Coupled Chamber using L-PBF GRCop-42 with NASA HR-1 LP-DED Integrated Nozzle
(Right: complete with manifolds).
Alongside the work with GRCop-84 and GRC-42 chambers, testing of AM integral-channel nozzles made with high-strength Fe-Ni-based superalloy (NASA HR-1) points towards its use as a potential material selection for high-pressure hydrogen environments. NASA HR-1 is readily printable using L-PBF and laser powder directed energy deposition (LP-DED) processes. Through thermal processing, a desirable microstructure is attainable for both DED and L-PBF material. NASA is currently working microstructure and material characterization along with material properties for the NASA HR-1 alloy. Much of this work is being advanced under NASA’s Space and Technology Mission Directorate (STMD) Rapid Analysis and Manufacturing Propulsion Technology (RAMPT) project, part of STMD’s Game Changing Development Program. The RAMPT project previously reported the successful printing of a large-scale integral channel nozzle 40 inches (1.016 meters) in diameter and 38 inches (0.965 meters) long. NASA recently conducted successful hot fire testing using the NASA HR-1 alloy and the LP-DED process and of an integral channel that to date accumulated over 40 starts and 500 seconds with high performance.

Bimetallic 40k Chamber fabricated using L-PBF GRCop-42 liner and NASA HR-1 LP-DED Jacket
(RPM Innovations / NASA)
The RAMPT team—through a partnership with the Space Launch System (SLS) Liquid Engine Office at NASA Marshall and a public-private partnership with Auburn University in Alabama—has successfully printed an even larger channel wall nozzle using the same LP-DED technology. At 60 inches (1.524 meters) in diameter and 72 inches (1.828 meters) long, the nozzle is 65% scale of the RS-25 engine nozzles on the SLS rocket. The nozzle was printed in 90 days at RPM Innovations of Rapid City, South Dakota. This AM process could reduce the nozzle part count from more than 1,100 to fewer than 10. The innovative process allows rapid technology advancement through near full-scale prototype design and build evaluations. The team rapidly advanced the technology to this larger-scale demonstrator in less than five months, validating the printing of key features such as the integral coolant channels and thin walls while minimizing distortion.

60” diameter and 72” length integral channel wall nozzle that is 65% Scale RS-25 Nozzle fabricated using LP-DED NASA HR-1 Alloy (RPM Innovations / NASA)
Expanding on the benefits of AM nozzles and chambers, the RAMPT Project has further matured these technologies to integrate AM processes to allow for integral bimetallic and multi-alloy components. NASA is investigating LP-DED of a NASA HR-1 channel-cooled nozzle directly onto a L-PBF GRCop-42 chamber to eliminate the bolted joint. Material characterization, testing and hot fire testing for these techniques are ongoing. In addition to these primary manufacturing developments, modeling efforts complement the AM process development to simulate the AM processes to reduce build failures and distortions.
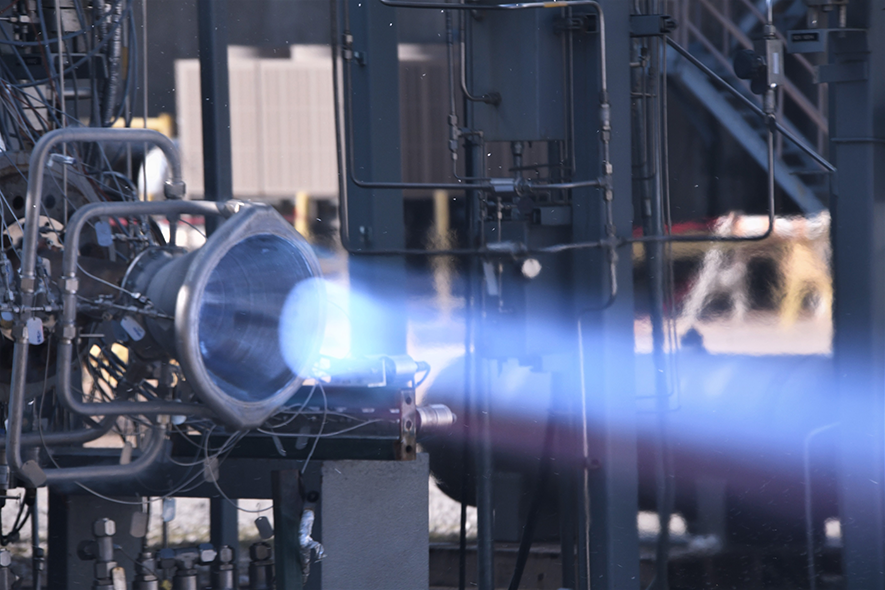
Long Life Additive Manufacturing Assembly (LLAMA) Hot Fire Testing of L-PBF GRCop-42 and LP-DED NASA HR-1 Nozzle, >50 starts and >1,000 seconds (01-27-2021)
NASA is continuing with AM process development, material characterization and testing, along with hot fire testing, to demonstrate the suitability of GRCop-42 and GRCop-84 alloys as suitable for use in rocket combustion chambers and NASA HR-1 for nozzles and other components. The NASA team is heavily engaged to advance the industrial supply chain of these materials and processes and working with many commercial space companies through Space Act Agreements and publishing data and technical reports. The goal is for these materials and processes to be used in future NASA and commercial space missions to explore the Moon and Mars.