3D printing in a comfortable and familiar setting can be challenging enough, depending on the project. But what about fabricating objects in remote locations—while sometimes under duress? Norwegian researchers related to the Norwegian Defence Research Establishment (FFI) explored this question, publishing results recently in ‘Characterization of in-field additively manufactured polymer composites – hot and dusty environment.’ The paper, authored by Tom Thorvaldsen, Torbjørn Olsen, and Bernt Brønmo Johnsen, explores the use of 3D printing in differing environments, whether more controlled or at a non-conventional site.
Contractors involved in the comparative research include Fundación Prodintec (Spain) and MBDA (France), with the main goal aimed at demonstrating how the military can 3D print spare parts and objects while in the field. Prodintec produced eight specimens for this project: four were produced at company facilities last May, while the other four were printed in the field during a military training course in Spain in June. Surprisingly, the researchers noticed no discernible differences between the samples created in the factory and the ones that were created in the field in a portable setting.
“It should, however, be noted that the produced specimens are not fully dense; the specimens have a cell-like internal structure. As the real cross-sectional area of the fracture surface is challenging to measure, the crosssectional area of a dense specimen is applied in the calculations,” stated the researchers. “Again, as a result of this, the obtained parameter values included in the study for the specimen sets are much lower than what is reported by the material manufacturer and in other studies. Still, a comparison of printing under different conditions and locations, i.e. factory versus in-field, is relevant, and the overall conclusion is still valid.”

The EDA AM container is being put on a transport aircraft at the airbase in
Zaragoza, Spain, and then airborne, to demonstrate the capabilities of in-field
additive manufacturing. EDA ©. Source: European Defence Agency project on
Additive Manufacturing (16.EDA.OP.144) lead by Fundación Prodintec.

The means for on-site military 3D printing is in an air-conditioned container that can be transported anywhere around the world (for this training exercise, it was transported by plane, as seen in the above image). Printing conditions at a military site can be affected though by the following:
- Temperature
- Humidity
- Sand particles
- Dust particles
“Such factors may influence the quality and properties of the printed objects, which will influence on the object’s performance and area of use,” stated the researchers.
A Markforged Mark Two printer was used for all of the samples, with the same 3D printing settings applied whether operating personnel were working in a factory or on-site using the container. Tensile testing was performed, according to the researchers, using the ISO 527-2 standard [3] on a Zwick BZ2.5/TN1S material testing machine at FFI.
“Most of the test specimens experienced a linear stress-strain phase before the material started to yield and finally broke,” stated the researchers. “Some of the test specimens broke before yield occurred in the material. Moreover, some of the specimens experienced an unrealistic large elongation, as the specimen started failing, but not broke completely.”
The 3D printed specimens were not made of a dense material, but rather were comprised of an ‘internal, cell-like structure’ varying between the specimens:
“Ideally, one should have all specimens made of dense material. Still, it is relevant to compare the printing at the two different locations, to see the effect of factory/workshop versus in-field printing conditions. The same printer input file should produce the same specimen geometry, including the internal structure.”
“The only variation is the environmental conditions during printing,” concluded the researchers, who also pointed out that there were no changes in mechanical properties in either environment.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Characterization of in-field additively manufactured polymer composites – hot and dusty environment’]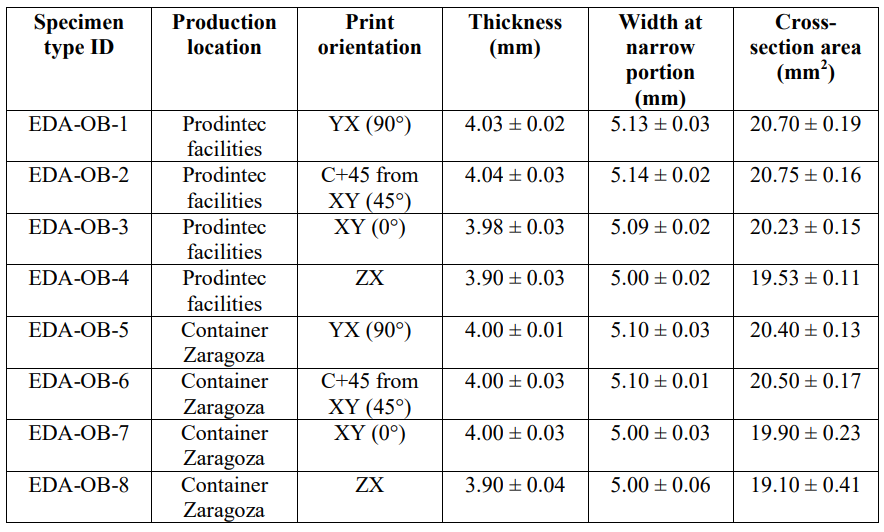
Overview of test specimen types.
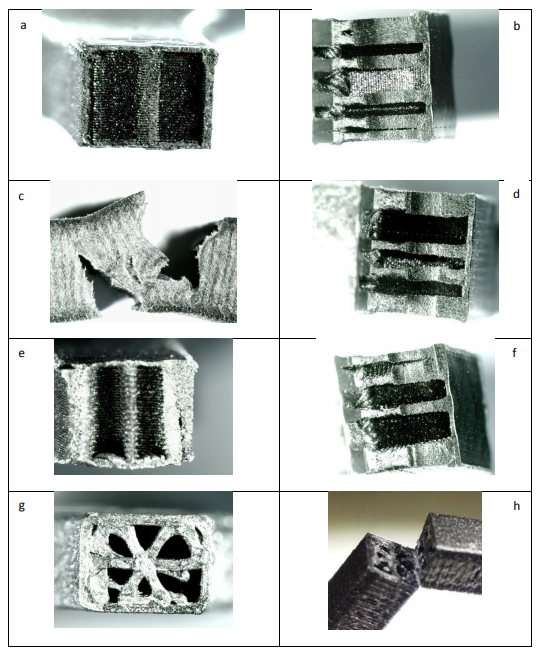
Fracture surface/internal structure of the specimen types. a) Fracture surface of test
specimen EDA-OB-1-6, b) cross-section of test specimen EDA-OB-1-5 , c) side
view of fracture of EDA-OB-2-2, d) cross-section of test specimen EDA-OB-2-3, e)
fracture surface of EDA-OB-3-5, f) cross-section of test specimen EDA-OB-3-1,
g) fracture surface of test specimen EDA-OB-4-6, h) cross-section of test specimen
EDA-OB-4-4.
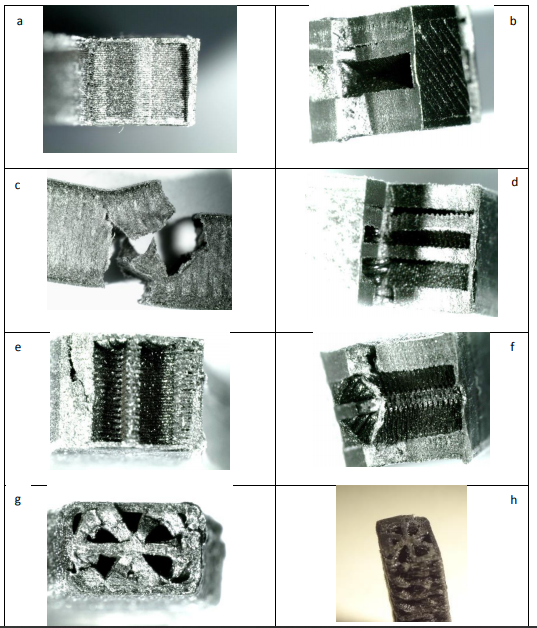
Fracture surface/internal structure of the specimen types. a) Fracture surface of test
specimen EDA-OB-5-3, b) cross-section of test specimen EDA-OB-5-2 , c) side
view of fracture of EDA-OB-6-3, d) cross-section of test specimen EDA-OB-6-3, e)
fracture surface of EDA-OB-7-3, f) cross-section of test specimen EDA-OB-7-6,
g) fracture surface of test specimen EDA-OB-8-2, h) cross-section of test specimen
EDA-OB-8-2