“A systematic basis for calculating the time interval (TI) to be followed during laboratory testing is proposed for the full-width printing (FWP) and filament printing (FP) processes,” the researchers state. “The proposed approach is validated by applying it to a high-strength, printable, fine-grained concrete. Comparative analyses of FWP and FP revealed that to test the buildability of a material for FP processes, higher velocities of the printhead should be established for laboratory tests in comparison to those needed for FWP process, providing for equal construction rates.”
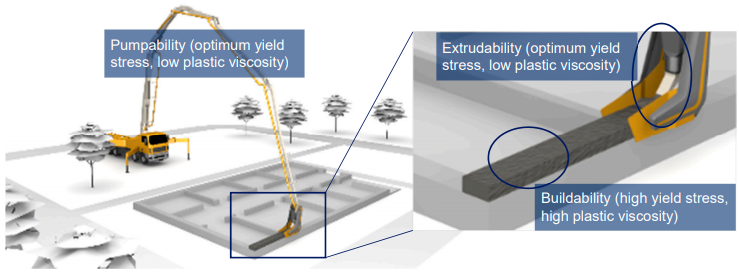
Full-width printing is defined as a process in which “the breadth of the extrudate is equal to that of the target element,” while in filament printing “the breadth of the extrudate is many times smaller than the the breadth of the target element.” For both processes, three primary requirements are defined: pumpability, extrudability and buildability. Buildability is the ability of the concrete material to retain its shape and size under sustained or increasing loads. It’s a complex property, according to the researchers, that depends on material composition as well as process parameters such as layer geometry.
Three process parameters define buildability criteria:
- the height of the wall to be printed
- the height of each layer or the total number of layers to be printed
- the time interval (TI) between subsequent layers
“The height of the experimental wall was calculated using the aspect ratio of the target construction element,” the researchers explain. “Maximum time interval was determined considering the minimum printing velocity needed for DC to be economically viable in comparison with conventional construction.”
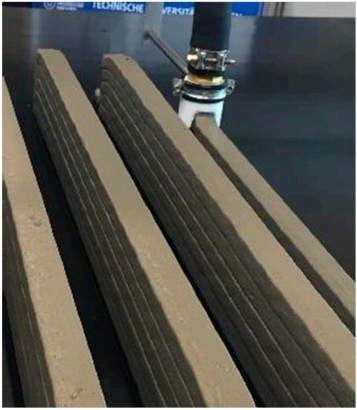
The buildability of an experimental 16-layer wall was validated with a maximum time interval of approximately 52 minutes. The buildability of any given material, the researchers explain, depends not only on the target structure but on the applied printing process or approach. Analysis showed that the buildability of a material for FP processes should be tested at higher velocities of the printhead than for FWP.

For example the team looks at printing full width or using filament to print a line at a time and conclude that higher speeds would be needed for the filament method to equal the total build speed of a full width approach. They also look at concrete drying times and what the required interval would be between layers for those layers to be buildable. For their experiments the team calculated a construction cost of 130.00 €/m3. This means that, “the material costs are 70 % higher in comparison to the material costs for ordinary concrete of the strength 535 class C25/30 in conventional construction.” Based on a test object they also calculate which build speeds would be needed in order for 3D printing to be more economical than regular construction methods. In their case their test printer could be cost efficient in time and money at less than 540 m/h. This takes into account the higher material cost and two operators for the machine (three if multistory construction is required). The machine costs of their printer were estimated at 140 Euro per hour. The team also looked at Travelling Salesman Problem trype solutions to make their toolpaths more efficient.
Studies like this one are important in the continuing development of 3D printed concrete construction, as experts work out the best ways to make the technology as economically viable as possible, not to mention safe and effective. Many wild claims about 3D printed construction exist, but when it comes down to it, many factors have to be taken into consideration to ensure that it is, in fact, an optimally effective technology.
Authors of the paper include Venkatesh Naidu Nerella, Martin Krause, and Viktor Mechtcherine.
Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the comments below.