
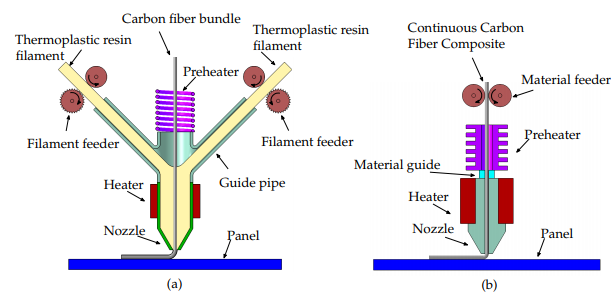
“As the standard, the heads simultaneously lay 8, 16, 24, or 32 layers in the usual widths of 1/800 to 1/200 directly next to each other at the same time,” the researchers explain. “Thermoplastic or thermoset unidirectional (UD)-Prepregs are often used for the automated production of modern high-performance composite materials.”
Prepregs are strips of reinforcing fabric that already have resin, including the proper curing agent, within them.
“The challenge of automated fiber placement is to completely lay down the Prepregs with a defined fiber orientation without gaps or overlaps,” the researchers continue. “Successful fiber placement without gaps or overlaps is dependent on many parameters, such as mold geometry, tape width, and fiber orientation. The Prepregs must be laid down parallel to the flow of force in order to show their optimal properties.”
On a flat surface, prepregs can generally be placed without gaps or overlaps. With complex geometries, however, gaps or overlaps are common, and they can reduce the mechanical properties of the component, and lead to unnecessary material consumption, additional weight, and local thickening.
The researchers present the idea of combining 3D printing with AFP in order to fill in the gaps without adding extra weight. They created three samples: a laminate without gaps, a laminate with gaps, and a laminate in which the gaps were filled with 3D printed unidirectional carbon fiber-reinforced plastic (CFRP-UD).

Microscope images of the laminate structure. (a) Laminate without gaps; (b) Laminate with gaps; (c) Laminate with printed CFRP-UD.
“The tensile strength, interlaminar shear strength, and flexural strength of the laminate with gaps were reduced by about 13% compared to the laminate without gaps,” the researchers state. “Accordingly, the tensile strength of the laminate with printed CFRP-UD was approx. 2%, the interlaminar shear strength was approx. 4%, and the flexural strength was approx. 1% less than that of the laminate without gaps.”
Importantly, the CRFP-UD does not add significant weight to the component, unlike adding multiple layers of prepregs to fill in gaps. The carbon fiber was laid down after an integrated edge detector in the 3D printer head detected the gaps online between the fiber tapes. Another option, the researchers add, would be to have the gaps be detected with a thermal camera integrated in the AFP head.
“By combining the 3D printing and AFP technology, composite parts can be manufactured in a more homogeneous manner,” they conclude. “Subsequently, the components are produced faster, cheaper and even lighter because of the avoidance of the additional layers.”
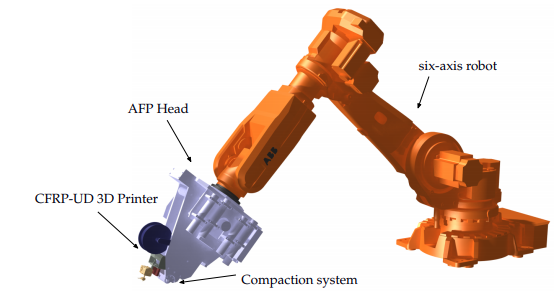
Authors of the paper include Mohammad Rakhshbahar and Michael Sinapius. AFPALM could be a highly automated process that is very advantageous in terms of costs and parts built for aerospace and other carbon fiber applications. AFPALM itself could be a labor-saving way to create very high strength carbon fiber components for industry. More industries looking at lightweight and lightweight components now have a possible alternative to handlayup and other methods of making carbon fiber parts with AFPALM.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.