

Coetzee explains how 3D printed layers bond at the point where the plastic has freshly left the nozzle at its melting point. Once the plastic hits the glass, however, there is no further bonding. For printed layers to bond, the new plastic layer has to have “enough thermal mass to melt the plastic below it…allowing the polymer chains to get cozy and hold hands.” The geometry of a nozzle can aid this process, but fusing is really more about how liquid plastic melts. Nozzles with larger diameters produce stronger parts because of this heating dynamic.
He tried to reduce the nozzle speed, which allowed for the air and the cooling fan to cool the part as layers were printed, resulting in less gloppiness. But think about it: who wants longer printing times? As Coetzee describes, printing “a larger part would be a nightmare.”
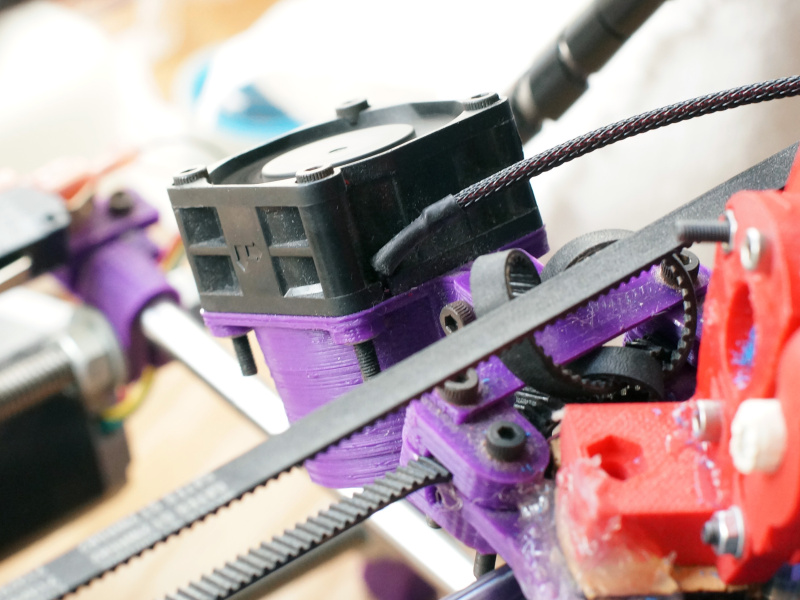
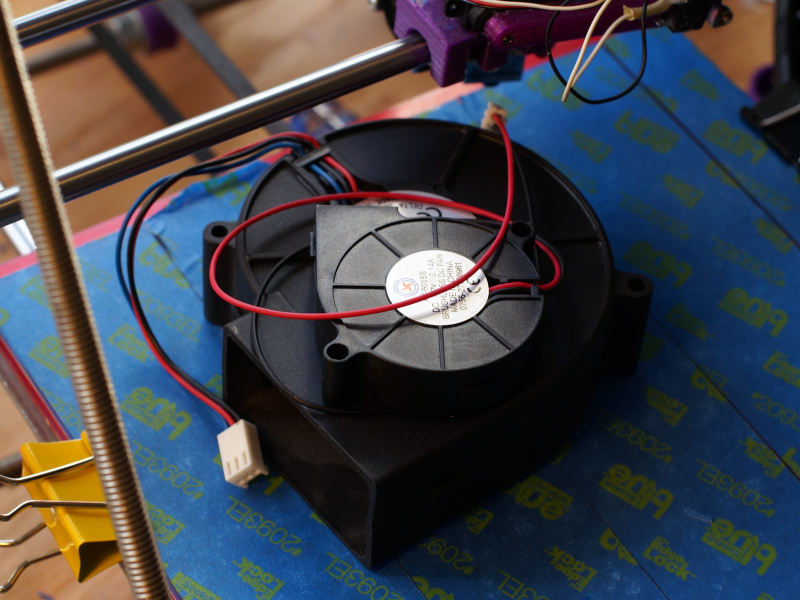
“I printed out mounts for the fans. The big one got attached to the Z axis, and the little one rides behind the extruder. I fired up the gcode from before and started to print, only to find that my nozzle stopped extruding mid way. What? I soon discovered I had so much cooling that my nozzle was dropping below the 160C cold extrusion cut-off point and the firmware was stopping it from damaging itself. My heated bed also could no longer maintain a temperature higher than 59C.”
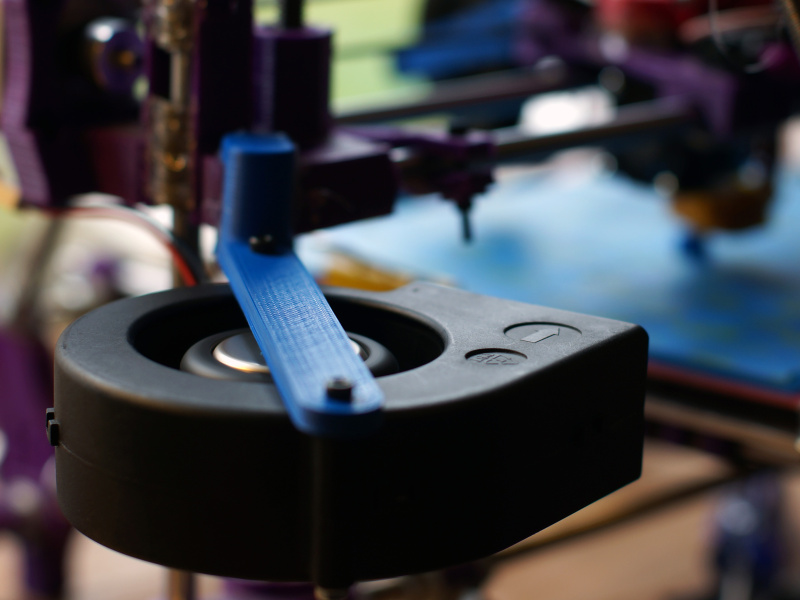
After wrapping his extruder with fiberglass insulation and kapton tape, he turned up the nozzle temperature and speed, and printed the part. You can see the results below: it’s the part on the right.

The “overkill cooling” method appears to work well for Coetzee’s smaller 3D printed parts, and given that he has had such great success with this method, he reports that he looks forward to trying overkill cooling on ABS plastic soon. Discuss this ‘new’ method in the 3D Printing Overkill forum over at 3DPB.com.
[Source: Hackaday]