
Bioceramic 3D Printing Tested for Flow and Particle Characteristics

As the interest in using 3D printing processes within the medical realm continues to grow, scientists around the world are experimenting with new materials and structures for 3D printed medical models, innovative medical devices, implants, and bioprinting and tissue engineering. Researchers from Germany and Italy focus on using bioceramics for creating tablets and scaffolds, releasing their findings in the recently published ‘Gas flow assisted powder deposition for enhanced flowability of fine powders: 3D printing of α-tricalcium phosphate.’
“To produce scaffolds that mimic and co-operate with the natural bone, bioceramics are often used due to its mineral structure similar to natural bone,” explained the researchers. “Calcium phosphates constitute the important biomineral phase in the human body, and the bone mineral contains about 85% of Hydroxyapatite (HA).
“Tricalcium phosphate has three polymorphs, of which two are relevant and widely used in the medical sector: β-TCP, which is stable below 1125∘C and α-TCP, which occurs when heating β-TCP above 1125∘C. The third phase α’-TCP lacks of practical interest as it occurs above 1400∘C and reverts into α-TCP during cooling.”
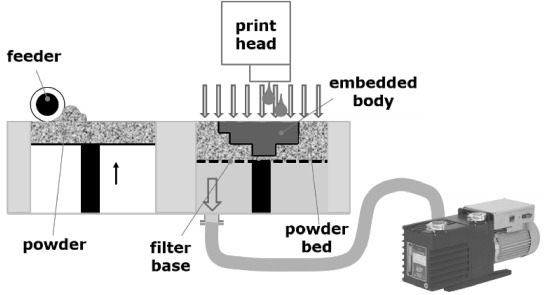
Set up of gas flow assisted powder deposition
An RX-1 3D printer by ExOne was used for printing the powder. The researchers modified the setup, however, adding a rotary vane pump for low vacuum to the build platform.
Tablet
Scaffolding
“Particle size investigation of the two powder fractions showed a particle size distribution of d50=9 μm and d90=24 μm for the fine powder sieved to lower than 25 μm and a particle size distribution of d50=49 μm and d90=103 μm for the coarse powder between 45 and 100 μm,” stated the researchers.
Further tests were performed regarding layer deposition for selecting suitable printing parameters, both with and without gas flow. This was done through varying the following:
- Recoating speed
- Layer thickness
- Feed to layer thickness ratio (FLT) – the amount of powder transferred from the feed bed to the build bed
Parameters for the coarse powder were as follows:
- LT=105 μm
- FLT = 2
- Bed speed 10 mm/s for printing without gas flow
- LT=105 μm
- FLT = 2.5
- Bed speed 50 mm/s for printing with gas flow
“Varying different printing parameters does not affect significantly the results,” explained the researchers. “On the other hand, when the powder bed is stabilized with the gas flow, the fine powder can be well spread with a smoother surface finish compared to the coarse powder. The printing parameters selected were LT=105 μm, FLT = 3 and bed speed 10 mm/s.”
Three powder settings were used:
- Coarse powder printed without gas flow
- Coarse powder printed with gas flow
- Fine powder printed with gas flow
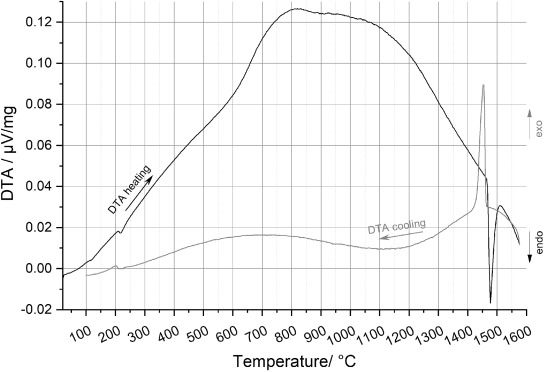
DTA of the coarse powder with a cooling rate of 10∘C/min

Powder properties.
Noting that porosity of the tablets was ‘in agreement with predictions,’ those with fine particles and gas flow exhibited less open pores. Greater porosity was displayed in the tablets made with coarse powder and no gas flow.
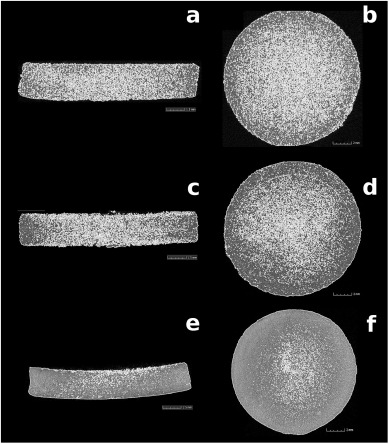
Transversal and longitudinal sections in μCT images of printed and sintered tablets (coarse powder without gas flow (a,b); coarse powder with gas flow (c,d); fine powder with gas flow (e,f)
“When looking at the behavior of the printed test specimen under compression, the scaffolds printed with fine powder and gas flow assisted powder deposition possessed the best performance, despite the presence of cracks, attributable to the phase transformation of TCP from α to α’,” concluded the researchers.
“Another advantage of using gas flow assisted powder deposition is that support structures, which are often used to avoid inclination of the printed part (especially of the first few layers) provoked by the friction generated by the movement of the recoater, are not required, thus reducing processing fabrication time and material waste,” concluded the researchers.
What do you think of this news? Let us know your thoughts; join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Gas flow assisted powder deposition for enhanced flowability of fine powders: 3D printing of α-tricalcium phosphate’]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
3D Printing Unpeeled: New Arkema Material for HP, Saddle and Macro MEMS
A new Arkema material for MJF is said to reduce costs per part by up to 25% and have an 85% reusability ratio. HP 3D HR PA 12 S has been...
3D Printing News Briefs, January 20, 2024: FDM, LPBF, Underwater 3D Printer, Racing, & More
We’re starting off with a process certification in today’s 3D Printing News Briefs, and then moving on to research about solute trapping, laser powder bed fusion, and then moving on...
3D Printing Webinar and Event Roundup: December 3, 2023
We’ve got plenty of events and webinars coming up for you this week! Quickparts is having a Manufacturing Roadshow, America Makes is holding a Member Town Hall, Stratafest makes two...
Formnext 2023 Day Three: Slam Dunk
I’m high—high on trade show. I’ve met numerous new faces and reconnected with old friends, creating an absolutely wonderful atmosphere. The excitement is palpable over several emerging developments. The high...




























