
Sintering Thermoset Composites at High Temperatures for Aerospace Applications

In ‘Laser Sintering of Thermoset Polyimide Composites,’ authors Kathy C. Chuang, Timothy J. Gornet, Kate Schneidu, and Hilmar Koerner explore additive manufacturing with blended materials, meant to refine the process further and offer better performance overall.
Polyamides such as nylon are commonly used in SLS 3D printing, but objects printed may be weaker in comparison to the use of other materials. The researchers attribute this to ‘lack of polymer inter-chain connection in the z-direction.’ They also explain that their true motivation behind development of an SLS process for thermoset resins is to have the capability of 3D printing at higher temperatures (to 250-300 °C) so composites can be used for aerospace.
Their previous study showed that resin viscosity was too low, with the reactive PEPA endcap remaining uncured:
“As a result, the LS-printed resin chips could not hold much integrity upon postcure above 250 °C. To overcome the low viscosity of the resin, the standard RTM370 resin was further staged for 2-4 hours at 300 °C to promote chain extension while still maintaining melt-proccessability and avoiding extensive crosslinking of PEPA endcap,” stated the researchers.
Several sets of six resin chips from one to six scans were manufactured by LS with the RTM370 resin. According to the researchers, while they seemed very uniform at first, they began to soften in the oven at 200 °C, and then began to melt at 250 °C—indicating lack of curing.
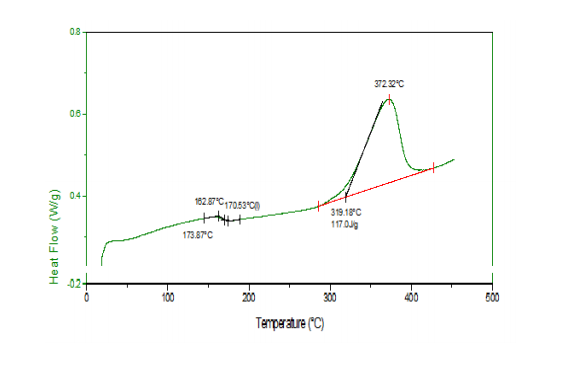
DSC of RTM370 resin after staging at 300 °C for 2.5 h

RTM370 resin was mixed with 35% carbon fibers for increased stiffness. All single layer square samples were successfully scanned, and heat transfer to the resin mixture was improved also.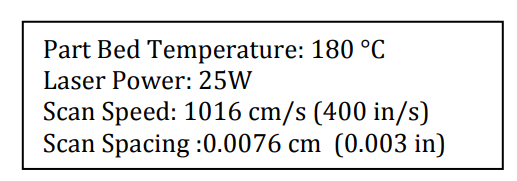
“The depth of penetration (chip thickness) also increased with increasing number of scans, although DSC thermogram still showed significant exotherm of the uncured PEPA endcap at 370 °C, indicating that the green composite disks are not fully cured yet,” stated the researchers. “The thermal conductivity of the carbon fiberfilled RTM370 LS disk in Fig. 6 (0.6 W/m.K, porous) is almost 3 times that of a neat resin disk (0.2 W/m.K, dense). The porosity of the LS disk is ~54% based on gas pycnometer measurement.”

Carbon-fiber-filled RTM370 composite chips by LS
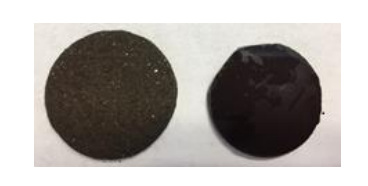
Carbon-fiber-filled LS-printed disk (left) and neat resin disk (right)
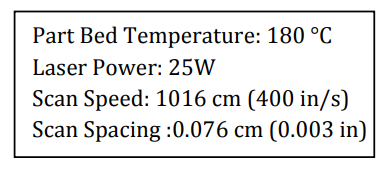
They also printed a bracket with the parameters, beginning at a 50 percent scale. The authors report that although the printing process was completed, they could not consider it successful due to the amount of warping and shifting. A 30 percent scaled bracket was built, along with other parts, via LS.
The green bracket was put through the paces, heated gradually in post-cure cycles at 3-5 °C/min from room temperature along with multiple holds at steady temperature for an extended period of time and a final post-cure at 365 °C for 16 hours. This polyimide composite part was the first one to be 3D printed that can be used in aerospace applications—heated to over >300 °C.
“Essentially, a thermoset polyimide composite 3D network was achieved by using melt-processable imide oligomers terminated with reactive PEPA endcaps for LS processing,” concluded the researchers. “To the best of our knowledge, this paper demonstrates the first major advance in the additive manufacturing of high temperature polyimide composites with glass transition temperature (Tg) of 370 °C printed by LS.
“Another advantage of this major breakthrough is that these thermoset oligomers can be 3D printed by a regular laser sintering machine, without the need of using the high temperature laser sintering process (HT-LS, 250-380 °C) required for processing commercial thermoplastic PEEK with 150-185 °C use temperature. In essence, this research ushers in the new era of using additive manufacturing to produce high temperature thermoset polyimide composite parts for >300 °C applications.”
3D printing with composites continues to be a popular area of study for researchers, manufacturers, and many users as they attempt to refine materials to meet specific needs, from working with glass fiber to lignin biocomposites to metal nanocomposites and much more. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.

Layers shifting during the build and post building
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
3D Printing News Unpeeled: A $3000 SLS System, Construction Subsidies and Parameters
The Housing Affordability Crisis is one of Canadian President Trudeau’s biggest issues. Now the government has made subsidies available, including scaling new technologies, 3D printed housing and libraries of reapproved...
“Bundled Light” Enables High Quality Plastic 3D Printing from LEAM
Naturally, we expect current 3D printing methods to continuously improve, but it continues to do so in the most surprising ways. The latest development comes from LEAM, a startup spun...
Each to Their Own: Exploring Creality’s Latest Ender Trio as the Company Strengthens Its Commitment to 3D Printing Advocacy
Creality has reaffirmed its commitment to promoting 3D printing. The launch of the Ender-3 V3 SE, Ender-3 V3 KE, and Ender-3 V3 showcases the company’s dedication to catering to diverse...
3D Printing News Briefs, March 23, 2024: AM in the US Coast Guard, Navy, & More
In today’s 3D Printing News Briefs, we’re discussing the use of 3D printing in various branches of the military, including the U.S. Coast Guard, the U.S. Navy, and the German...




























