
Singapore Researchers: Better Multi-Material 3D Printing with Air Jet DLP

 While 3D printing has lent itself to countless innovations today, that does not mean the process is always easy—even though we see elementary-school kids creating a variety of objects from animal prosthetics to architectural models. 3D printing and the hardware and software that go along with it have continued to evolve at breakneck speed, and with growing numbers of companies interested in manufacturing products for a wide range of users.
While 3D printing has lent itself to countless innovations today, that does not mean the process is always easy—even though we see elementary-school kids creating a variety of objects from animal prosthetics to architectural models. 3D printing and the hardware and software that go along with it have continued to evolve at breakneck speed, and with growing numbers of companies interested in manufacturing products for a wide range of users.
The use of multi-materials in 3D printing is a big plus because it allows the user to create much more well-rounded and functional work; however, the reality is that using 3D printers with multiple materials is not becoming as ubiquitous as many of us many assume – and it is not as easy as it may sound. In ‘High-Efficiency High-Resolution Multimaterial Fabrication for Digital Light Processing-Based Three-Dimensional Printing’ we see how researchers Kavin Kowsari, Saeed Akbari, Dong Wang, Nicholas X. Fang, and Qi Geare are tackling these challenges.
Aside from co-author Fang (of MIT), all the researchers hail from Singapore University of Technology and Design and are publishing the findings from their project in making a new DLP 3D printer that uses multiple materials to make quality components.
“A high-contrast digital micro display with a pixel size of 15 μm was used to project customized 405 nm images through a borosilicate glass plate coated with optically clear polytetrafluoroethylene to induce polymerization in a variety of acrylate-based photocurable polymeric resins, where each layer contained multiple resin types,” states the research team in their paper.
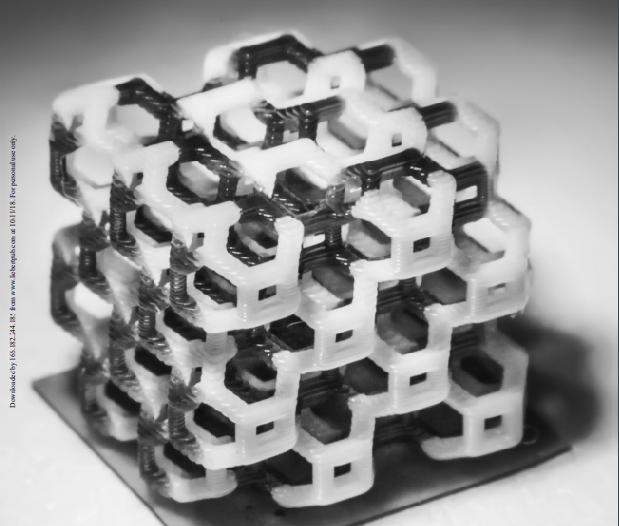
An air-jet mechanism prevents the need for post-processing with harsh chemicals, while cutting down on waste too. The researchers were able to fabricate microlattice structures at a rate of 58 percent faster than those using such solutions.
While they realize that multimaterial 3D printing works in FDM and direct ink writing processes with extra nozzles, the challenge lies in doing so using a basic extrusion nozzle without sacrificing quality. In exploring Polyjet 3D printing, the researchers discuss that while there is great potential, there are still problems in creating fine edge definition, restrictions in the supply of materials, not to mention the need for post processing.
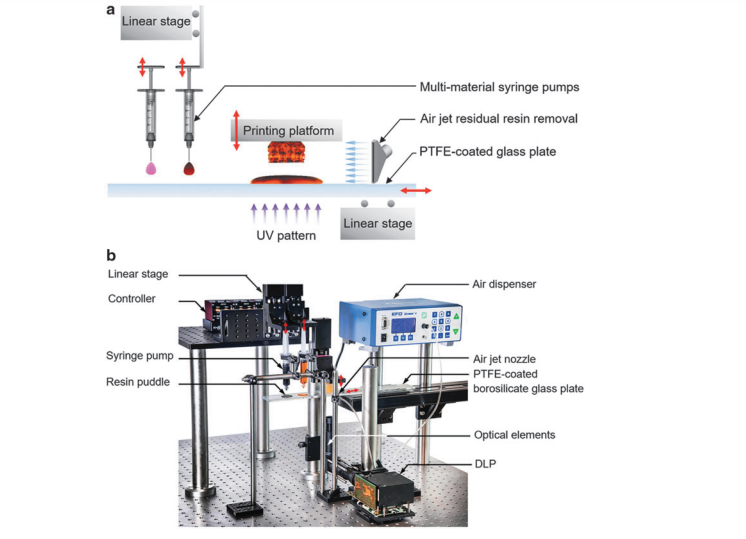
(a) schematic and (b) photograph. The red arrows indicate the direction of motion of the respective components. DLP, digital light processing; 3D, three-dimensional; PTFE, polytetrafluoroethylene.
DLP relies on liquid resin, this process also lends itself easily to:
- Lattice metamaterials
- Highly detailed parts
- Parts for casting
- Pneumatically actuated soft robots
- Structures and devices with trusses or cavities
The hardware operates with resin cured by UV light through a glass plate covered with polytetrafluoroethylene (PTFE) silicone-adhesive tape. This allows the 3D printed layers to separate accordingly and stick to the platform, but not the glass.
“Various photocurable resins are contained in different syringes and deposited on the glass plate by automatically controlling the linear stages connected to the syringes,” state the researchers. “The material exchange mechanism incorporates a 5 s blast of a 0.5 MPa air jet through 2 mm diameter tubing placed 20 mm away from the substrate, controlled in sequence using a high-precision dispenser.”
The researchers wrote code to control the electronic components of the 3D printer using LabVIEW, and photocurable resins such as the following were used:
- 3DM-ABS
- VeroClear
- VeroWhite
- VeroBlack
“Despite the use of commercial resins in this work, the system can fabricate components made of a broad range of photocurable resins including various types of monomers, oligomers, initiators, and absorbers suited for various applications,” stated the researchers, who also used a 3D digital microscope to check thicknesses and surfaces.
The team discovered that resin began to grow solid around the glass-liquid interface, then moving up toward the platform as they increased the exposure. Both 3DM-ABS and VeroBlack increased in a ‘less than linear motion,’ and they also noted that the height increased more than the width due to the Beer-Lambert Law, with the strength of the light diminishing as layers increased, causing a decreasing slope.
It was of interest whether the use of a clear resin such as VeroClear would reduce the edge slope, but the measured edge slope of a similarly sized layer printed using VeroClear remained constant at about 75, indicating that resin clarity did not have a significant effect on the edge slope,” stated the researchers, adding .05 exposure also did not produce a solid layer with VeroBlack. 3DM-ABS possessed a lower minimum threshold, as the researchers noted a solid layer at that level.
Success was agreed on as the air jet process offered a sharp transition from one material to another; however, even with the efficiency of their 3D printer, the researchers stated that the waste of materials could still be reduced to almost nothing with further refining. Process time could be shortened too with the use of more sensitive photoinitiator additives.
“This study developed a novel high-resolution and high-efficiency bottom-exposure DLP-based microstereolithography system using a new air jet-assisted material exchange mechanism,” concluded the researchers, adding that this type of 3D printing would be valuable in creating a wide range of other items such as ceramics, biomaterials, fiber optics, robotics, and more.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
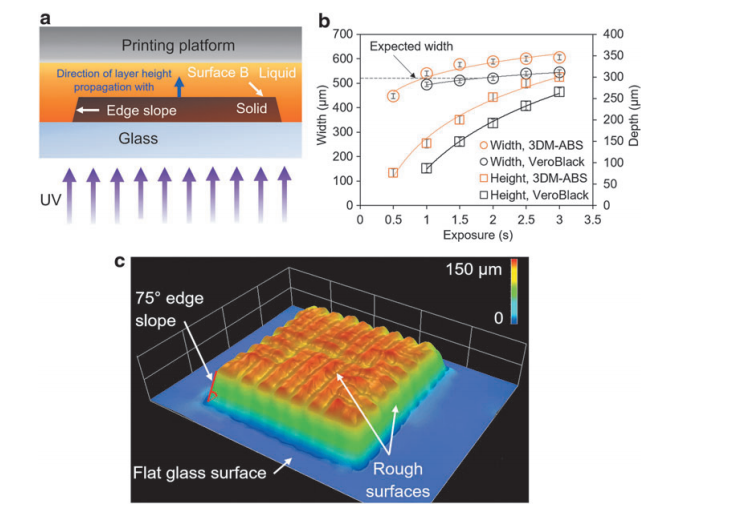
(a) Schematic of the edge slope formed in the bottom exposure printing conjuration of the present DLP-based system. (b) Plot of width and height versus exposure for a 518 lm-wide projected UV pattern using 3DM-ABS and VeroBlack resins. The lines are to guide the eye only. (c, b) Surface topography of a 1 s exposure 3DM-ABS layer in (b).
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
US Army Corps of Engineers Taps Lincoln Electric & Eaton for Largest 3D Printed US Civil Works Part
The Soo Locks sit on the US-Canadian border, enabling maritime travel between Lake Superior and Lake Huron, from which ships can reach the rest of the Great Lakes. Crafts carrying...
Construction 3D Printing CEO Reflects on Being Female in Construction
Natalie Wadley, CEO of ChangeMaker3D, could hear the words of her daughter sitting next to her resounding in her head. “Mum, MUM, you’ve won!” Wadley had just won the prestigious...
Blue Laser-powered M600 3D Printer Launched by Meltio
Founded in 2019 as a joint venture between Additec and Sicnova, metal 3D printer OEM Meltio develops and manufactures high-performance and easy-to-use metal 3D printing solutions that use its patented wire-laser metal...
3D Printed Storage Tanks Cut Material Costs by 25%
In a previous article, “Concrete Dreams: Let’s Print Money, Not Houses,” we discussed how the spotlight on 3D printing homes might be misplaced. Bollards, pedestrian bridges, and concrete tanks could...



























